Ob upoštevanju posebnosti gradnje je včasih težko razumeti, kako pravilno kuhati varilni polavtomatski stroj. To je posledica dejstva, da mehanizem zagotavlja vozlišče za samodejno dovajanje žice. Kakovost veznega šiva je odvisna od sposobnosti dela s takšno opremo, kar je še posebej pomembno pri varjenju fine kovine.
Vsebina
Področje uporabe
Tehnologija te vrste se lahko uporablja na različnih področjih: v industriji, gradbeništvu, v vsakdanjem življenju. Če pa menite, da je treba zaradi prisotnosti mehaniziranega oskrbovanja vozlišča pri načrtovanju enote delati z njo, potem so takšne enote pogostejše v proizvodnji. Njihova glavna značilnost je sposobnost dela z različnimi kovinami in zlitinami, kar močno razširja področje uporabe.
Oglejte si video, področje uporabe in neposredno izbirne parametre:
Preden razmislite o tem, kako z varilno polavtomatsko napravo pravilno kuhati, morate ugotoviti, kakšno tehniko predstavlja in kakšno je njeno delovanje. Če primerjate ročno varjenje, v tem primeru upravljavec izvede vsa dejanja, vključno z dovajanjem elektrode v delovno območje. V primeru polavtomatske naprave je elektroda posebna vrsta žice, ki se s pomočjo mehanizma vnaša v varilni prostor. Vse druge dejavnosti upravljavec izvaja neodvisno.
Načelo delovanja in vrste
Oseba, ki je navajena delati v ročnem načinu varjenja, potrebuje čas, da razume, kako pravilno kuhati varilni polavtomatski stroj. Kljub temu, da se v tem primeru skoraj vse operacije (poleg žične napeljave) izvajajo tudi ročno, jih je treba uporabiti, da bi sčasoma dobili zanesljivo povezavo.
 Shema varilnega pretvornika
Shema varilnega pretvornika
Ne glede na izvajanje glavnih vozlišč, ponavadi:
- Krmilna enota:
- oskrba z električno energijo;
- gorilnik za varjenje;
- mehanizem za podajanje žice in tuljav;
- napajalni kabli.
Naprava in načelo varjenja različnega tipa polavtomatskega stroja različnih izvedb sta precej podobna, razen nekaterih odtenkov zaradi konstruktivnih razlik med posameznimi tipi opreme. Torej, od vira napajanja do gorilnika, dobite varilni tok. Gorilnik je konstruktivno povezan z mehanizmom oskrbe žice, ki omogoča dovod posebne vrste elektrode (žice) v varilno cono. Vrsta enote je odvisna od tega, kateri proces se bo zgodil v naslednjem koraku.
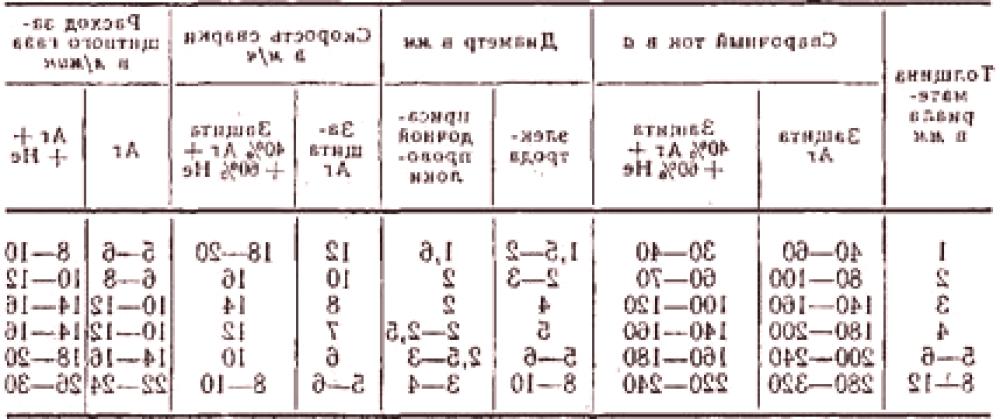 Tabela debeline žice in napetosti za varjenje z argonom
Tabela debeline žice in napetosti za varjenje z argonom
Da bi razumeli, kako pravilno kuhati varilni polavtomatski stroj, morate najprej določiti njegovo vrsto:
Neposredno mehanizem oskrbe z žico sestavljajo elektromotor, valji in reduktor. To vozlišče se lahko razdeli v več skupin glede na konstrukcijske značilnosti: prenosno z ročajem za prevoz, mobilno (zmogljivost je opremljeno s kolesi) in stacionarno.
Prednosti in slabosti polavtomatskih strojev
Prednosti te vrste opreme so bistveno več kot minusi. To je posledica njegove široke uporabe.
 Polavtomatska naprava za varjenje
Polavtomatska naprava za varjenje
Med dolgoročnimi prednostmi je mogoče izpostaviti:
- Sposobnost agregatov, da delujejo z zelo tankim materialom (debeline do 0,5 mm);
- sposobnost kuhanja pocinkane kovine, če uporabljate posebno vrsto žice (na osnovi bakrovih zlitin);
- nizka stopnja občutljivosti na kontaminacijo varjene kovine;
- cenovno dostopnejše cene varjenja;
- Sposobnost praktičnega dela z vsemi kovinami;
- Visoka učinkovitost.
Obstaja več pomanjkljivosti:
Zadnji od teh točk se upošteva, če je območje nestabilno in večinoma hladno.
Podrobnosti o potrebi po vzpostavitvi mehanizma
Osnovno vprašanje za uporabnika, ko se načrtuje nakup polavtomatskega varilnega stroja: kako ga pravilno uporabljati?Pomembno je vedeti, da poleg pravilnega delovanja takšne opreme med varjenjem obstaja še en odtenek - potreba po njegovi pravilni namestitvi.Če je nastavitev vrednosti glavnih parametrov nepravilna, je najslabši scenarij v tem primeru vžig stroja.V najboljšem primeru se pričakuje prelom posameznih delov ali vozlišč.
Oglejte si videoposnetek, desni nasveti za uglaševanje:
Najprej mora biti naprava pred začetkom delovanja ozemljena.Nato nastavite potrebne parametre: nastavljen je tok, po katerem se določi napetost obloka in hitrost dovajanja žice, ki zadostuje za določeno vrsto dela.Toda kako uporabnik pravilno konfigurira polavtomatsko napravo za varjenje?
Vse te vrednosti se izberejo na podlagi tega, kateri material je treba kuhati in kateri del debeline se obdeluje.Za izbiro načina varjenja se uporablja ustrezna literatura.
Faze nastavitve
Predhodna priprava za delo je naslednja:
Po izpolnitvi vseh nastavitev je priporočljivo preveriti njihovo pravilnost na osnutku vzorca. Če je kakovost zvara dobra, lahko prevzamete glavni material.
Značilnosti varilnih del
Po priključitvi na omrežno napetost se enota aktivira s pritiskom na gumb "ON". Vendar je treba napravo zagnati šele po tem, ko ste dobili zaščitno opremo (oblačila in masko s filtrom). Nato se žica napelje v gorilnik. Izstopajoče območje je potrebno zapustiti (približno 3 mm). Zadnje je treba izbrisati.
Oglejte si video posnetek, v katerem je podrobno pojasnjeno pravilo varilnih del:
Delo z elektrodo se določi z razporeditvijo dovodnega mehanizma žice glede na gorilnik. Obstaja več možnosti: potiskanje, vlečenje in kombiniranje. Po vžigu električnegaObroč gorilnika se dvigne na varilni del. Pojavi se, prsi se oblikujejo na koncu elektrode. V tem primeru je priporočljivo pospešiti postopek dovajanja žice.
Zahteve za varilne agregate
Vprašanje, kako razsmernik varuje polavtomatska dela, je že rešeno glede njegove pridobitve. Toda pred to fazo izbire je treba upoštevati številne zahteve za takšno opremo:
- kompaktnost in mobilnost za nadaljnjo poenostavitev dela upravljavca;
- podaljšano delovanje brez pregrevanja mehanizma in brez poseganja v enega od glavnih sestavnih delov take naprave, mehanizem za podajanje žice;
- Udobnost gorilnika in njegova hitra zamenjava;
- Kadar je mogoče, hitro zamenjavo varilne žice;
- brezhibno prilagajanje opreme;
- Pomanjkanje sunkov pri dovajanju žice;
- Odpornost na nizke temperature.
Videti je, da delo s polavtomatsko napravo zahteva skrb in "trdo roko". Vendar pa je pomembno, da brez ujemanja s parametri agregatnega tipa delovnih pogojev ni mogoče doseči visoke kakovosti varjene povezave. Zato je priporočljivo, da se pred začetkom dela preučijo vse značilnosti delovanja takšne opreme, da bi jo lahko z gotovostjo konfigurirali in jo v prihodnosti uporabljali za predvideni namen.