
Izdelki iz sodobnih polimernih materialov imajo lastnosti, ki jim omogočajo uporabo v sistemih za oskrbo z vodo in toploto za stanovanjske stavbe in industrijske prostore.
Zaradi prisotnosti posebnih polimernih stabilizacijskih dodatkov so materiali odporni proti hidravličnim udarcem in padcu tlaka.Sistem ojačanega polipropilena med odmrzovanjem ne bo poškodovan.
- 1 Prednosti polipropilenskih cevi
- 2 Kaj delamo.Orodja
- 3 Navodila in pravila za montažo 3.1 Priprave: 3.1.1 Št. Koraka 1 3.1.2 Številka koraka 2 3.1.3 Številka koraka 3 3.2 Tehnologija varjenja 3.3 Kako namestiti varilno sedlo 13]
- 3.1 Pripravljalna dela: 3.1.1 Št. Koraka 1 3.1.2 Številka št. 2 3.1.3 Št. Koraka 3
- 3.1.1 Številka korakaKorak št. 2
- 3.1.3 Korak št. 3
- 3.2 Tehnologija varjenja
- 3.3 Kako namestiti varilno sedlo
- 4 Cene za opremo in storitve
- 55.1 O tem članku se glasi tudi
- 5.1 Ta članek se bere tudi
Prednosti tega materiala so: 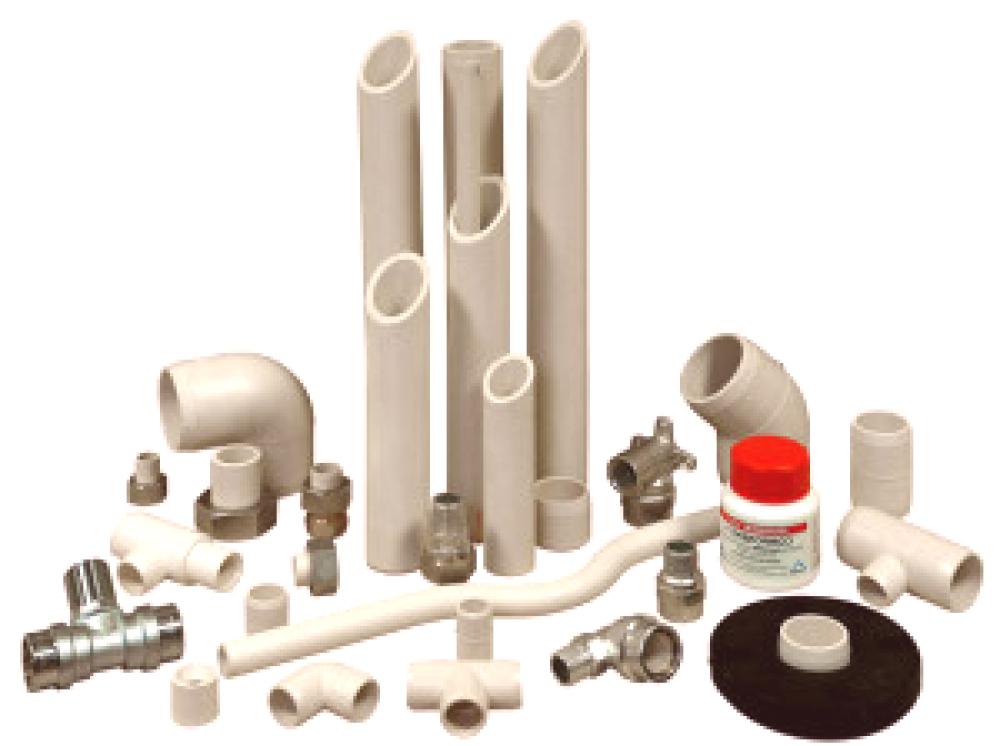
- toplotna odpornost od + 95 ° C (konvencionalne cevi) do 175 ° C (okrepljeno);
- nizka toplotna prevodnost;
- dolga življenjska doba;
- protikorozijske lastnosti;
- ekološka združljivost;
- odsotnost usedlin soli in apnenca.
Še ena nedvomna prednost jetrdnost spojev.
Uporaba pri vgradnji gradbenih materialov ene skupinevam omogoča, da ustvarite monolitno povezavo.
Majhna težaizdelkov iz polipropilena (np) in elementarnost montaže omogočata hitro in tiho izvedbo varjenja z lastnimi rokami, tudi začetnik.
Kaj počnemo.Instrumenti

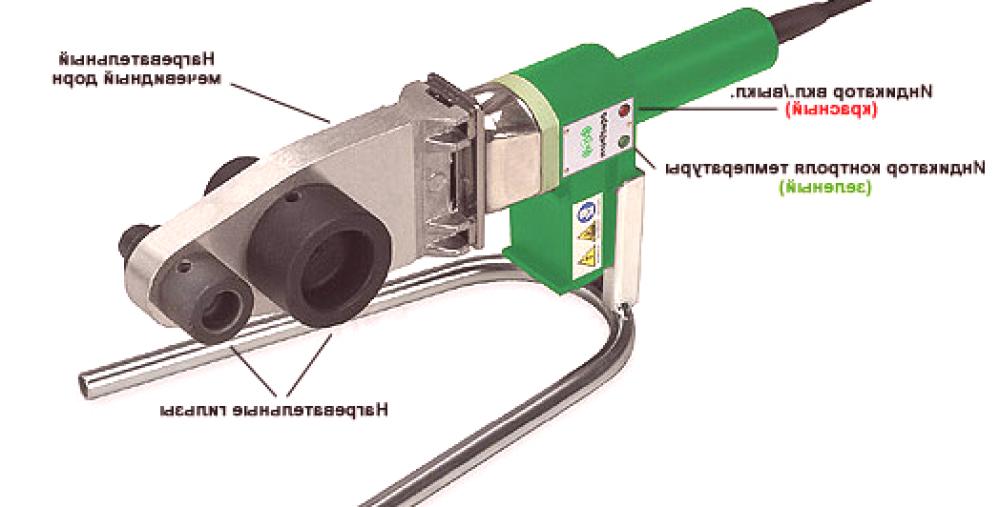
Aparati za varjenje , za ljudi - "spajkalnik" ali "železo".Deluje iz napajalnika s standardno napetostjo (220 V).Kapaciteta-1500 Art.
Sestavljen je iz grelnega elementa(plavajoče patke), na katerega sotulci (šobe)pritrjeni s teflonsko prevleko.Opremljen z regulatorjem ogrevanja in stikalom.
Priročni ročajomogoča postopek varjenja delov v skoraj vseh položajih.
Spremenljive šobe , različni premeri - prodajajo se bodisi z varilno napravo bodisi ločeno.Šestkotni ključ je lahko pritrjen na priklopno enoto.

Škarje za rezanje cevi .Škarjasta rezila so izdelana iz visoko kakovostnega jekla.Z njihovo pomočjo lahko naredite enakomeren rez, ne da bi porabili veliko truda.

Običajne škarje se uporabljajo za delo s cevi, katerih premer ne presega 32 mm.Za izdelke večjega premera je potrebno kupiti poseben model rezalnega orodja -cevni rezalnik .

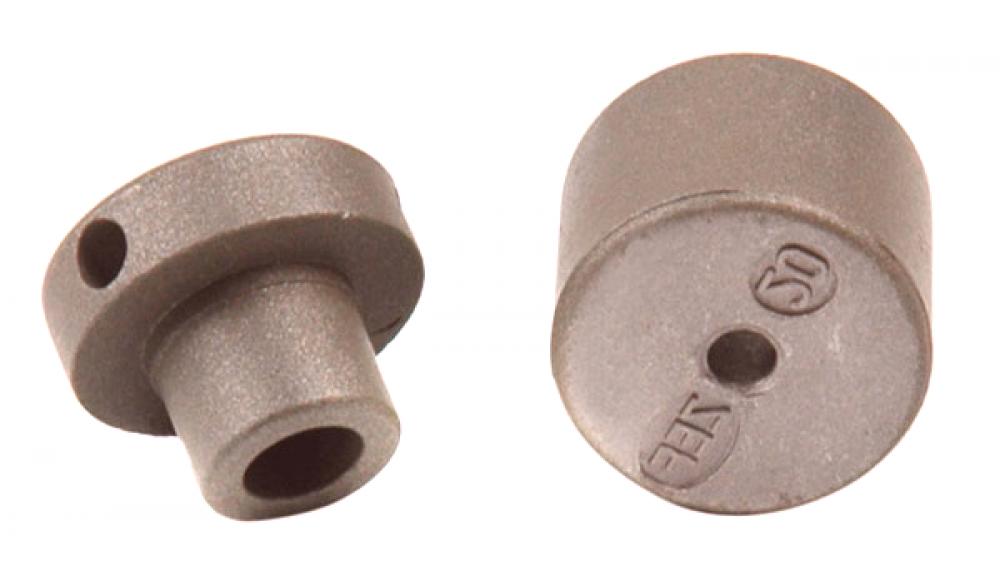
Brivnik (ali glava)je dvostranska naprava za odstranjevanje ojačitve.Pri spajkanju armiranih elementov je potrebno odstraniti zunanji zaščitni sloj na boljevarilne površine.
Zunanji brivnik ima enake odprtine kot prižigalnik, v notranjosti pa so ostri jekleni noži. Konec za polipropilenske cevi so izdelani v različnih premerih: njihove digitalne vrednosti so podobne premerom cevi.
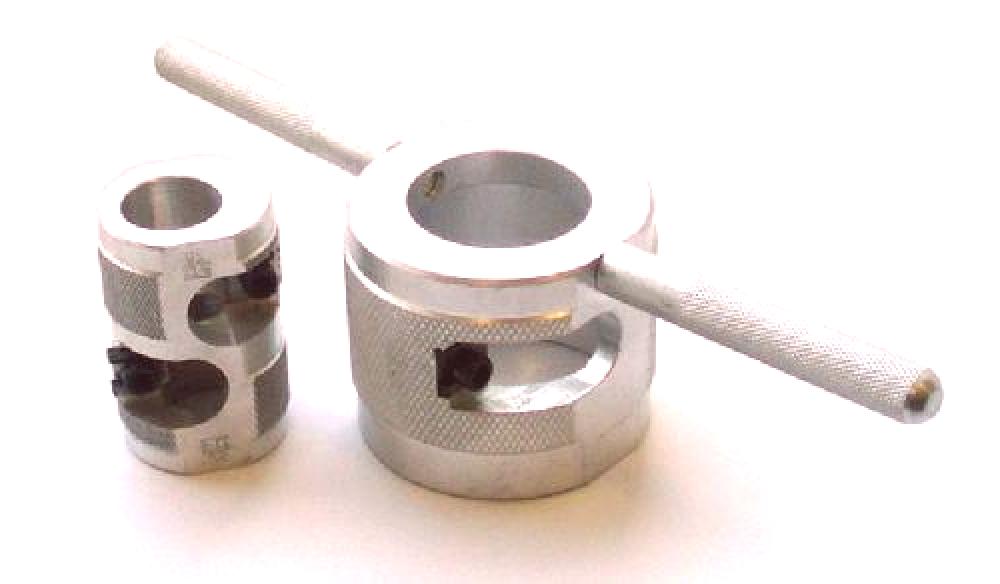
Šminkaje ročno orodje za odstranjevanje obrisa iz plastike.
Pri uporabi posebnih škarij za rezanje cevi se tesar redko uporablja , vendar je njegova prisotnost nujna v primeru prvega nastopa na vodovodni napeljavi.

Gradnja rulete .

Stopnja gradnje . S svojo pomočjo lahko centrirate zvarjene elemente, kot tudi pravilno montirate končno strukturo.

Perforator, vrtalnik ali izvijač . Za pritrditev varjenega sistema na steno s pomočjo posebnih pritrdilnih elementov.
Navodila in pravila za namestitev
Kot povezovalni element za varjenje se uporabljajo posebna oprema:
- adapterji, tees,
- mufi,
- križi,
- škrbine.
Na voljo so v različnih premerih in konfiguracijah, v celoti izdelani iz plastike ali z vložki iz kovine v obliki notranjih in zunanjih navojnih elementov, zavihki.
Pripravljalna dela:
Korak št. 1
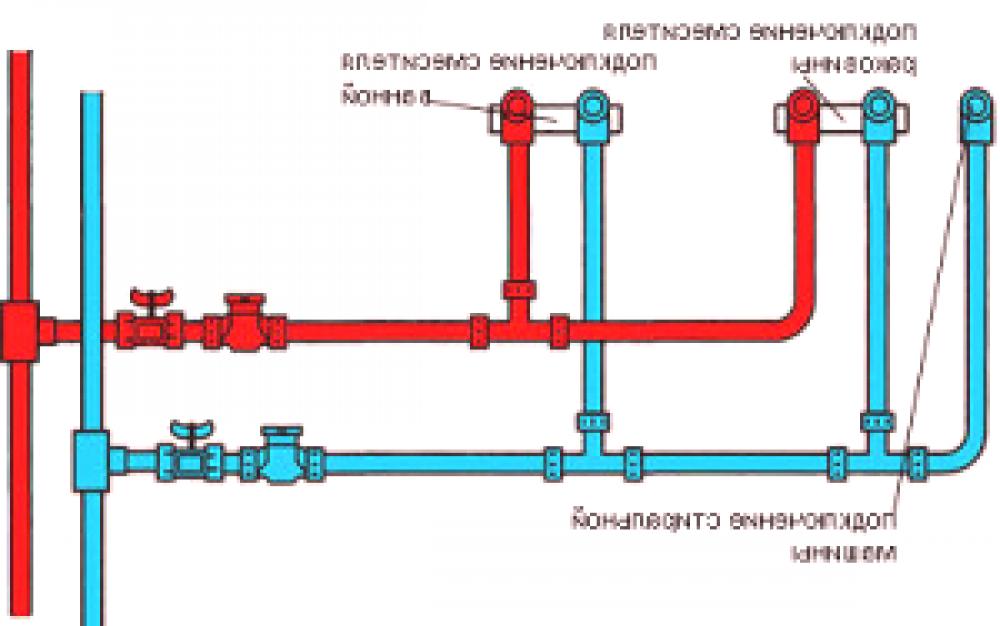 Prvi načrt je pomemben korak k oblikovanju načrta dela . Z izločitvijo sheme prihodnosti oskrbe z vodo boste lahko natančno prešteli opremo in zmanjšali količino varjenja na teži.
Prvi načrt je pomemben korak k oblikovanju načrta dela . Z izločitvijo sheme prihodnosti oskrbe z vodo boste lahko natančno prešteli opremo in zmanjšali količino varjenja na teži.
Risbakroga , skušajte zmanjšati krivine končnega načrta, da bi zmanjšali hidravlični upor gibanja vode.
O tem, kako pripraviti načrt dela in razviti sistem za polaganje vodovodnih cevi na domu, glej video:
Korak št. 2
Nakup materiala.Cevi in pribor je treba kupiti z zalogami. Zelo verjetno je, da delo ne bo potekalo, kot bi bilo zaželeno, del gradiva pa bo razvajen, ali pa v procesu, ki ga želite nekoliko spremeniti konfiguracijo sistema.
Korak št. 3
Priprava instrumenta.Stroški naprave za varjenje in sorodne naprave niso previsoki.
Če dovolite proračun, poskrbite za nakup: in boste koristni in prijatelji se lahko shranijo.
Ker ni finančne zmogljivosti za vlaganje denarja v redko uporabljeno orodje , vzemite napravo v najem.
Vsa dela morajo biti opravljena pri temperaturi zraka nad 0 ° S.
Tehnologija varjenja

- Cev se reže s škarjami.

- Pred varjenjemje treba spoje obrisati z alkoholom, razmaščiti površino.
- Izberemo in namestimo potrebna ogrevalna ohišja.
- Varilni strojje nameščen na posebnem stojalu in vklopljen v omrežje.
- Temperatura pri 260 ° Cje optimalna za kakovostne spoje. Manjše segrevanje povzroči slabo oprijemljivost delov.
- Največ,ki se lahko nastavi na 280 ° C.
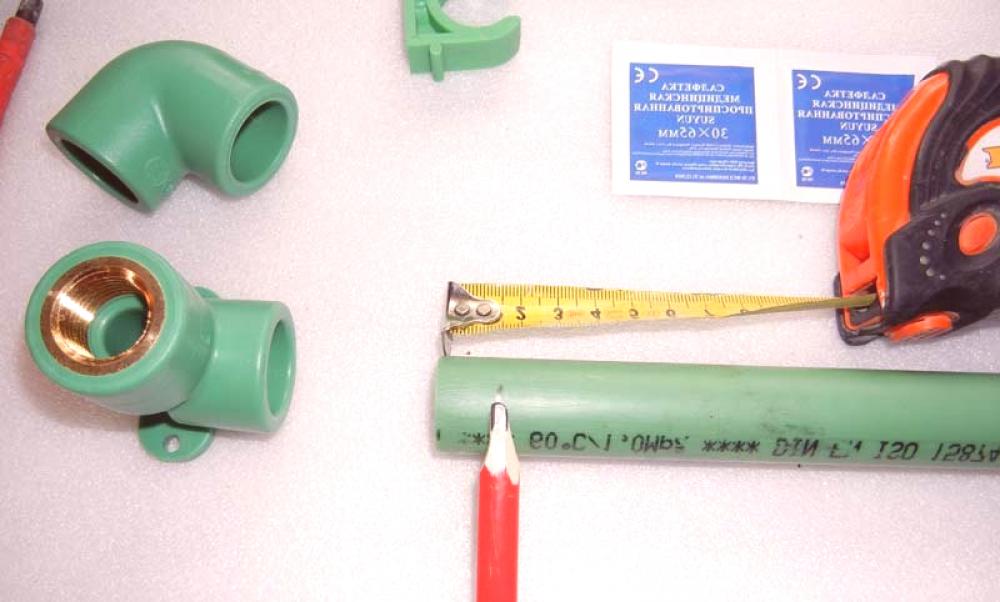
- Globina pritrditve podrobnostina rokavih novinca bo težko določiti na očesu.Za to uporabite marker ali svinčnik.Za cevi premera 20 mm je globina varjenja 14 mm (dodajte 2 mm za vsako dimenzijo premera materiala).Ta del morate označiti z oznako.

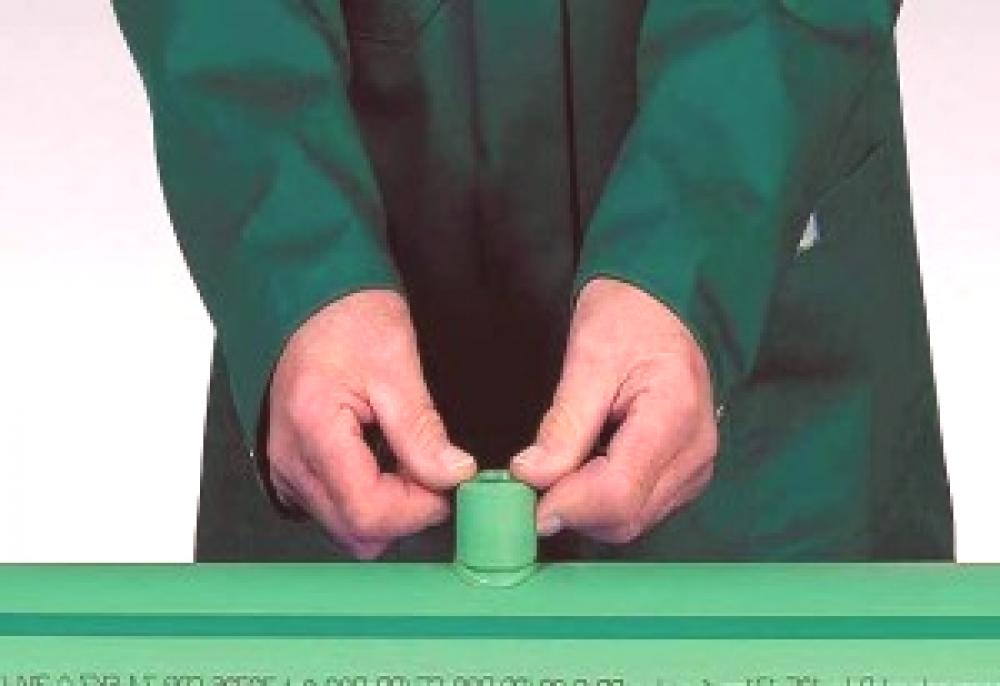
- Počakamo, da se indikatorprekine, da signalizira postopek ogrevanja, in nadaljujemo z varjenjem delov.To naredite tako, da se robovi povezovalnih elementov segrejejo, tako da jih vstavite v obojko z nasprotnih strani.
- Če uporabljate ojačane polipropilenske cevi , je treba pred rezanjem zgornji sloj očistiti z brivnikom, nato razmastiti in variti.
Tabela časa spajkanja polipropilenskih cevi
- Ne morete enostransko podaljšati časa ogrevanja- plastika se lahko topiin spremeniti izdelkov notranji premer, ki vodi do motenj v procesu.

- Odstranite dele iz šobe in se takoj povežite.Plastika na mestih, ki se segrevajo nekaj sekund, bo bolj plastična, kar vam bo omogočilo centriranje izdelka. Izkušeni mojstri to počnejo na oči in potrebovali boste stavbno raven.
Vodovodni sistem lahko uporabljate šele eno uro po zaključku vseh del. 
Konica na nedostopnih mestihse izvaja s posameznimi majhnimi vozlišči, nato pa je že povezana z drugimi elementi projekta.
Če imate pripravljen načrt ožičenja z natančnimi meritvami, ne bo nobenih težav s postopkom spajkanja na mestu, kjer je prišlo do slabega dostopa.
S tem, ko večino sistema postavite na trdo površino, boste lažje nadaljevali delo.Pojdite na težko dostopna mesta in spajite sedenje ali stoje v najbolj neprijetnih položajih, ki jih boste imeli malo.
Vgradnja cevi na stenose izvaja s pomočjo plastičnih sponk ustreznega premera, ki so pritrjene ali priključene na moznike. Na betonski steni lahko pritrdite sponke s kladivom, na lesen - izvijač.
Za več informacij o tem, kako zlahka in preprosto izvajati varjenje polipropilenskih cevi z lastnimi rokami, si oglejte video:
Kako namestiti varilno sedlo

Obstaja še ennačin varjenja delov oskrbe z vodo - s pomočjo varilnega sedla.Ta možnost je dobra, ker zaradi posebne namestitve ta povezava poenostavlja postopek ustvarjanja pip.

PriročnoUporabitetovrstno kombinacijo na ceveh z velikim premerom, vendar so v ta namen posebne šobe za "spajkalnik" in vrtalnik za pripravo lukenj v cevi. Vsi nadaljnji postopki dela so podobni prej opisanemu: čisti, razmaščeni itd.
Cene opreme in storitev
Povprečna cena preproste naprave za varjenje cevi je 3000 rubljev.Obstajajo primerki in 50.000 rubljev, vendar je to tehnika za profesionalce.
Cev iz polipropilena stane od 20 do 100 rubljev na en meter. Cena je odvisna od premera izdelka in prisotnosti ali odsotnosti ojačane plasti. Stroški opreme od 10 do 300 rubljev.
Cene vodovodnih delso nekoliko drugačne. V povprečju bo kompleksna postavitev cevi dolge 12 metrov z tees in druge povezave stala ne manj kot 11 000 rubljev.
Zapletenost dela in razpoložljivost težko dostopnih območij znatno povečata končne stroške.
Kaj govorijo norci
- SNiP 2.04.05-91 "Ogrevanje, prezračevanje in klimatizacija";
- SNiP 2.04.01-85 "Notranji vodovod in kanalizacija stavb".
Glavna zahteva- proizvajalec mora imeti dovoljenje, material pa mora biti popolnoma v skladu s sanitarnimi normami Ruske federacije.
Če sledite temperaturnemu režimu, bo vodovod iz plastike trajal več desetletij.
Začenši z varilnimi deli,vaje. Ne obžaluj dela in najcenejše sklopke - vredno je.
SNIP 2.04.05 91
SNIP 2.04.01 85 prenosi







