Spajkalna spajkalna bakrena cev je običajen in zanesljiv način priključitve. Tehnologije predelave bakra so znane že od antičnih časov in so redke enostavnosti.
Površina se očisti, segreje in nanese na spajko, ki trdno povezuje dele. Baker je zelo mehka kovina, ki je lahko izpostavljena in hladno in vroče.
V mejah nomadskih ljudstev in med izkopavanjem starih mest se pojavljajo mehurčaste bakrene parcele, ki kažejo širino porazdelitve te metode.
Sodobna oseba s posebnimi orodji in osnovnim znanjem o tehnologiji in kemiji se z lahkoto spopada z nalogo.
Razlika v spajkanju od varjenja je v tem, da se zaradi uporabe spajke iz bolj taljive kovine oblikuje šiv, ki ne poškoduje medsebojno povezanih elementov. Spajkanje so lahko tanke cevi in detajli, ki so med varjenjem neizogibno poškodovani.
- 1 Orodja in oprema, potrebna za vodovodne storitve pri spajkanju cevi
- 2 Tehnologija spajkanja2.1 Uvod. Priprava 2.2 Čiščenje površin, spajanje izdelkov 2.3 Uporaba fluksa ali kolofonije 2.4 Preverjanje trdnosti povezave 2.5 Kliring 2.6 Odstranjevanje trdnega in mehkega spajka, delo z različnimi vrstami spajkanja
- 2.1 Začetek. Priprava
- 2.2 Čiščenje površin, spajanje izdelkov
- 2.3 Uporaba pretoka ali kolofonije
- 2.4 Preverjanje trdnosti povezave
- 2.5 Obračun
- 2.6 Odstranjevanje trdnega in mehkega spajka, delo z različnimi vrstami spajkanja
Orodja in oprema, potrebna za vodovodne storitve
Iz varnostnih razlogov:
- Uporabljajte zaščitne rokavice.
- Uporabite zaščitna očala.
- Ne uporabljajte sintetičnih oblačil, oblečenih v običajno bombažno gobo.
- Dela se morajo izvajati na prostem ali v prezračevanem prostoru.Filter uporabite s spremenljivim respiratorjem, če uporabljate tok.
Tekočine so kisle, zato odstranite dihalne filtre po uporabi.
Zahteve za odsotnost sintetičnih materialov so posledica varnostnih pravil za ravnanje s kislinami..
Tehnologija spajkanja
 Spojke, različna oprema in T-elementi se uporabljajo za medsebojno povezovanje cevi.Sintetične tkanine pod vplivom kislin lahko povečajo kemične opekline.
Spojke, različna oprema in T-elementi se uporabljajo za medsebojno povezovanje cevi.Sintetične tkanine pod vplivom kislin lahko povečajo kemične opekline.
Navodila za velikosti: za pravilno izbiro priključka morate natančno poznati premer.
Ponavadi se bakrene cevi uporabljajo v premeru 3/8 ali 3/4.
Na avtocestah se uporabljajo proizvodi s premerom 25,4 mm, proizvodi iz bakrenih cevi za napajanje hladilne tekočine, na primer v hladilniku, se lahko uporabljajopremer 9,5 mm
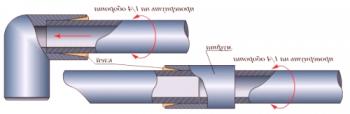
Tehnologija spajkanja bakrenih cevi je naslednja:povezava pri spajkanju ni povezava, temveč sesanje , ki zagotavlja dodatno trdnost povezave.
Pomembna točka je debelina sten in trdota materiala.
Notranji premer priključnih elementov ustreza zunanjemu premeru cevi.
Kako začeti. Priprava
Če so cevi priključene na sistem za oskrbo z vodo , pred začetkom dela izpustite celotno vodo iz sistema .
Odstranite vse priključke bakrene cevi, ki jih boste spajali s plastičnimi izdelki.
Upoštevati je treba požarno varnost, saj je lahko temperatura plamena gorilnika višja od 1000 stopinj.
Odstranite vse predmete, ki se lahko prižgejo ali pokvarijo. Če ni mogoče odstraniti predmetov, kot so lesene stene, dodajte toplotne ščite.
Zagotovite maksimalno prezračevanje. Če je mogoče, prenesite delo na prostem.
Čiščenje površin, spajanje izdelkov
Temeljito očistite območje cevi zunaj in ga namestite z notranje strani. Za to je najprimernejša uporaba kovinske volne, ki istočasno izvaja abrazivne in čistilne funkcije, kar preprečuje, da bi žagovina in kovinski ostružki vstopili v vodovodno cev.

Georgeova lopatica za čiščenje bakrenih cevi
Prepričajte se, da je montaža idealna za cevi. V primeru preveč gostih povezav preprosto ne bo prostora za spajkanje, ki povezuje mesto spajkanja. Mora biti majhna, manjmilimetra, vendar očistek. Spoji morajo biti brušeni do značilnega bakrenega sijaja.
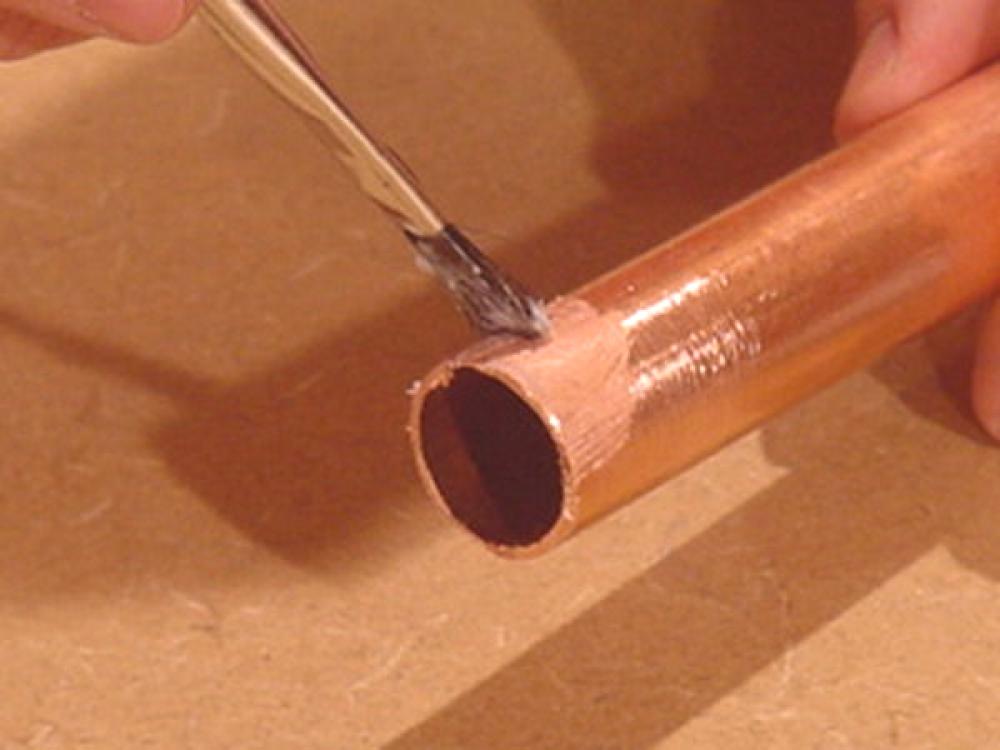
Uporaba fluksa ali kolofonije
Pretok se izvaja s čopičem in bolj učinkovit kot kolofonija . Naloga nanašanja fluksa je obdelava površine in enakomerna porazdelitev spajke. Sanitarni tok za spajkanje bakrenih cevi se uporablja samo s pomočjo posebne krtače.
Sperite ga nekoliko bolj trdo, ker ga je treba stopiti in nanesiti s spajkalnikom, pri tem pa se truditi, da ne luknjava same cevi. Prednost uporabe jame je lahko le manjša toksičnost materiala.
Kolofonija se običajno pripelje iz tovarn. To so koščki smole, podobni oranžni, z neomejenim rokom uporabnosti.
Kolofonija se tradicionalno uporablja pri spajkanju v domači avtomobilski industriji, instrumentih itd. Seveda je fluks bolj priročen. Tudi z vso toksičnostjo.
Ne uporabljajte preveč toka. Tanka, natančno nanešena plast zagotavlja maksimalno kakovost spajkanja.
Debelina plast bo posegala v spajkanje ali pa se bo v najboljšem primeru zlagala v tla. Upoštevajte, da je vroč tok topla kislina z močnim kemičnim učinkom.
Če pride do kemične opekline, jo takoj sperite z obilo vode. Če tega ne storite, bo kislina ostala aktivna in bo delovala vsaj 24 ur, kar bo povzročilo večjo škodo.
Stvari se bodo poskušale razširiti po površini, obdelani s fluksom (kislino). Prekomerna poraba kisline bo povzročila nesmiselne stroškespajka, ki jo bo treba ponovno očistiti.
 Mesto spajkanja segrejte z gorilnikom za spajkanje bakrenih cevi.
Mesto spajkanja segrejte z gorilnikom za spajkanje bakrenih cevi.
Pri pravilni temperaturi plamena bo trajalo približno 15 sekund.
Bodite previdni, bakra odlično prevaja toploto inče cev držite z roko brez zaščitnih rokavic, lahko močno izgorejete .
Nežno, s hitrim gibanjem, uporabimo spajkalnik za bakreno prevleko, ki se razprostira po obdelani površini. Prekomerno spajkanje se enostavno čisti. Za hitro delovanje se spajka nemudoma topi in prodre v vse reže fitinga.

Spajkanje bakrenih cevi s spajanjem

Spajkanje bakrenih izdelkov s spajanjem

Spajkanje bakrenih fitingov
Pustite, da se povezava ohladi in jo je mogoče preveriti za vzdržljivost.
Preverjanje trdnosti povezave
Preverjanje se opravi po popolnem ohlajanju šiva z dovajanjem vode pod pritiskom. Pri odkrivanju puščanja je potrebno očistiti povezavo in ponoviti spajkanje.

Zrezki iz bakrenih izdelkov po spajkanju
Spajkalni šiv je visoka trdnost. Življenjska doba pravilno izvedenih povezav, običajno več desetletij. Trden spajk daje močnejšo povezavo, vendar zahteva zelo previdno delo.
Kliring
Za odstranitev odvećnega spajka uporabite fino kożo.
Razlika med trdim in mehkim spajanjem, delo z različnimi vrstami spajkanja
Bakrene cevi so lahko tudi trdne, posebej obdelane in mehke.
Za gospodinjske potrebe, zlasti za varjenjeVodne cevi, mehko sipse uporablja za spajkanje bakra. Uporaba trdnega spajka je upravičena v sistemih glavne oskrbe z vodo, kondicioniranju, v hladilnih sistemih.

mehko spajkanje za spajkanje
Delo s trdim, ognjevzdržnim spajkalom se izvaja pri temperaturi približno 900 stopinj. (Medofosforni spajk)
Mehki spajk ne zahteva tako visokih temperatur in se topi pri temperaturi 250-450 stopinj. 400 stopinj je mejna vrednost za omejevanje nizke temperature in visokotemperaturnega spajkanja.
Ognjevzdržna brizga se prodaja v obliki palic. Mehko spajkanje za bakrene cevi se ponavadi prodaja po kolutih in se lahko reže.

Kolofonija za spajkanje bakrenih izdelkov
\ tSpajkalni svinec je idealen za vse vrste spajkanja, razen za živila. Svinčeve soli, tudi v majhnih odmerkih, so močna strupena snov. Zato moramo pri spajkanju vodovodnih cevi izključiti vsebnost svinca.
Zanimiv trenutek! Bakrene cevi se ne priporočajo za uporabo pri sprejemanju vode iz centraliziranega vodovoda s kloriranjem vode.
Kljub temu, da je vsebnost klora v vodovodni vodi majhna, se v stiku z bakromtvorijo zelo nevarne strupene spojine .
Koristne informacije
Spajkanje je bilo nekoč zelo razširjeno zaradi praktične razpoložljivosti in razpoložljivosti materialov. Postopek spajkanja je bil s pomočjo posebnih materialov, talilnega spajka in spajkalne spajke močno poenostavljen,toda postalo je precej drago.
Če uporabljate kolofonijo in kositrno omako (lahko jo kupite na radijskih trgih), se bodo stroški dela znatno zmanjšali.