Kanalizacijski sistem, sistemi tople in hladne vode, ogrevanje - vse to je sestavni del vsakega sodobnega doma in stanovanja. Za pridobitev zanesljivega in trajnega sistema oskrbe z vodo, ogrevanja in drenaže mnogi želijo namestiti sodoben analog iz preteklosti, kovinske izdelke - polipropilenske cevi.
Opis polipropilenskih cevi
 Spajkanje cevi iz polipropilenskih cevi je odgovorna naloga, ki zahteva informacije o postopkovnih razlikah.Jasno zaporedje ukrepov lahko doseže najboljši možni rezultat .
Spajkanje cevi iz polipropilenskih cevi je odgovorna naloga, ki zahteva informacije o postopkovnih razlikah.Jasno zaporedje ukrepov lahko doseže najboljši možni rezultat .
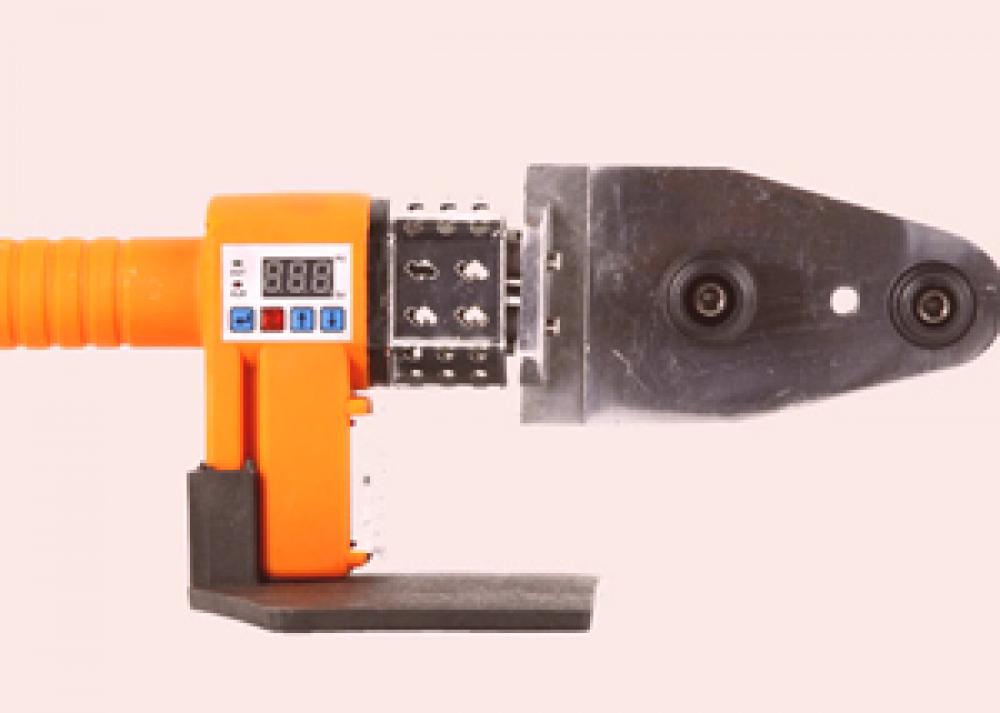
Prvič, spajkanje polipropilenskih sistemov vključuje uporabo posebne naprave - električne naprave, ki je poimenovana med strokovnjakispajkalnika .
Naprava za spajkanje je zato opremljena s posebnimi konektorji različnih premerov, ki omogočajo pospešeno stanje cevi različne debeline in namena.
Oprema za spajkanje zadevnih cevi je pogosto poseben rezalnik, ki je namenjen izdelavi izdelkov zahtevane dolžine.
Vsaki prilagoditvi se priloži navodilo za uporabo, v katerem so navedene vse potrebne informacije v zvezi s tehničnimi operativnimi točkami.
Prednosti
- Dolga življenjska doba;
- Cevovoda ni treba barvati;
- Nizka stopnja toplotne prevodnosti;
- neobčutljiva masa;
- dielektrične lastnosti;
- Med dolgotrajnim izkoriščanjem ni razširjenega apnenca;
- Enostavna namestitev;
- Nizki stroški v primerjavi z analogi;
- hitrost montažnih del;
- Izobraževanje bakterijskih formacij je praktično izključeno;
- Vodovod ne dovoli zvoka;
- neznatna odpornost na vodne tokove;
- Odpornost na kisline, druge kemične spojine;
- Dostopnost itd.
Trenutno so polipropilenske cevi za vodovodne sisteme sodobna zamenjava starih železnih izdelkov, zaradi česar so nizki stroški in vzdržljivost nesporni voditelji.
Tehnologija spajkanja: priprava, orodja, materiali, postopki
 Pravila spajkanja so naslednja: najprej morate pred delom s cevnim sistemom prebrati navodila, ki so priložena električnim aparatom (likalniki). Spajkanje mora nujno potekati pred pripravljalno fazo. Pred montažo novega cevovodnega sistema boste morali sestaviti podroben diagram, vključno z žerjavi, vrtljivimi sklopkami, T-liniji itd.
Pravila spajkanja so naslednja: najprej morate pred delom s cevnim sistemom prebrati navodila, ki so priložena električnim aparatom (likalniki). Spajkanje mora nujno potekati pred pripravljalno fazo. Pred montažo novega cevovodnega sistema boste morali sestaviti podroben diagram, vključno z žerjavi, vrtljivimi sklopkami, T-liniji itd.
Med pripravljalno fazo bo treba namestiti naspajkalnik .Teflonske šobe in šobe morajo imeti zahtevani premer. Tako naj se orodje za spajkanje polipropilenskih ceviogrejena temperaturo ogrevanja270 stopinj Celzija . Napravo je treba pravilno ogreti, pri tem pa upoštevati časovne standarde.
Orodja in materiali
- Ročni spajkalni stroj za priključitev;
- posebne škarje ali rezila za rezanje cevi zahtevane dolžine;
- Oznaka za oznake;
- merilni trak;
- stripping;
- šobe za spajkanje;
- Vrvi za brisače.
Treba je opozoriti, da tehnologija spajkanja cevovodov pomeni jasno spremljanje določenih korakov. V nasprotnem primeru se lahko izkaže, da je napor nepričakovan.
Navodilo
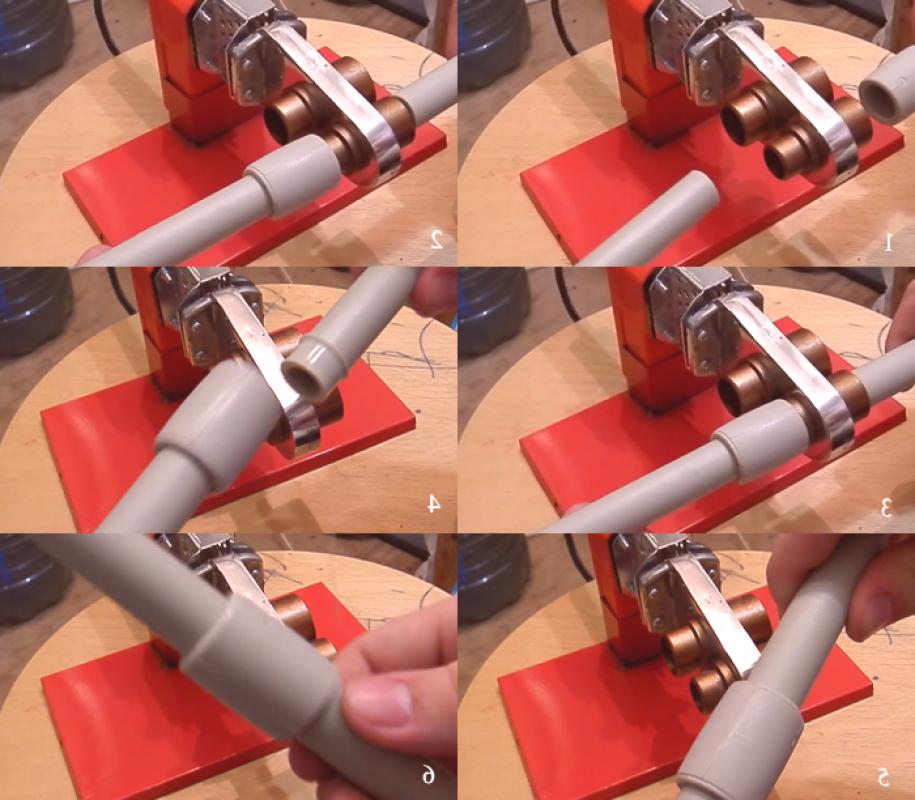
Spajkanje polipropilenskih cevi v korakih
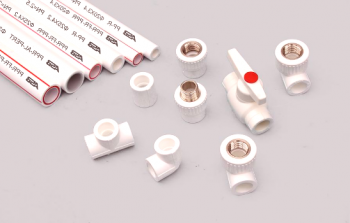
\ tZa delo na zgoraj navedenih ukrepih bodo potrebni dodatni elementi, o katerih bi se morali pogovarjati tudi. Ker so cevni odseki povezani s priključki, ki predstavljajo povezovalne dele, je pomembno vedeti, da sookovje nameščeno na odsekih zavojev ali vej cevi . Priključki se uporabljajo tudi za tesnjenje priključkov, prekrivanja.
Dodatki
- Pipe omogočajo merjenje smeri cevovoda;
- Kosti;
- Prehodi;
- Adapterji za armature;
- škrbine;
- Priključni priključki (potrebni v primeru spajkanja polipropilenskih izdelkov, izdelanih s fleksibilnimi cevmi cevi).
Armature se razlikujejo po trdnosti in zanesljivosti. Zahvaljujoč tej opremi so zelo razširjene na trgu gradnje in popravil.
Polipropilenski pribor se razlikuje od okovjaPlastični analogi so manj občutljivi na temperaturne učinke.
Tehnični trenutki in pogoste napake
 Pomanjkanje potrebnih izkušenj in kratki roki za delo se včasih zavzemajo za napake pri delu, spajkanje polipropilenskih izdelkov pa ni izjema.Napačna kombinacija elementovpotencialnega cevovoda služikot pogost vzrok nastanka napak . Če cev ni vstavljena v priključek, je verjetno, da se bo oblikovala reža, ki bo imela manjšo debelino in pritisk.
Pomanjkanje potrebnih izkušenj in kratki roki za delo se včasih zavzemajo za napake pri delu, spajkanje polipropilenskih izdelkov pa ni izjema.Napačna kombinacija elementovpotencialnega cevovoda služikot pogost vzrok nastanka napak . Če cev ni vstavljena v priključek, je verjetno, da se bo oblikovala reža, ki bo imela manjšo debelino in pritisk.
Napačna temperatura spajkanja, kot v prejšnjem primeru, je pogost vzrok napak pri delu s polipropilenskim lepilom. Ne pozabite, da je optimalna vrednost 260 stopinj Celzija (dovoljena je napaka +/- 10%). Nepravilen izbor opreme je še ena pogosta napaka zaposlenega, ki opravlja delo.
Obstaja določena tehnologija spajkanja razmerja temperature in premera cevi, ki ju je treba upoštevati. Razmerja označuje proizvajalec v navodilih, ki so priložena napravi. Na primer,za priključitev cevi s premerom 50 milimetrovbo potrebnamočspajkalnega stroja za polipropilenske izdelke približnopsi . Za premer 100 milimetrov je potrebna moč 1 kW.
Zanesljiv in predviden rezultat vam ne bo treba čakati, če boste upoštevali zgornje korake, upoštevajte pravila, smernice in priporočila. Glavna stvar je, da sledite zgornjemu algoritmu.