Vsebina: [skrij]
- Priprava opreme za varjenje
- Kako variti polietilenske cevi?
- Postopek varjenja po metodi čipke
- Proces varjenja z elektromotorji
Za izdelavo cevovodov PE je treba cevi pritrditi z varjenjem. Tehnologija varjenja polietilenskih cevi ni lahka, če pa se ravna po navodilih, bo kakovost dela visoka. PNT cevi se lahko varijo z metodo upogibanja in varjenjem z elektro varjenjem.

Kakovostna povezava polietilenskih cevi se lahko doseže le z varjenjem.
Elektro-varjene pritrdilne elemente, kot tudi varjene, so dovolj močne, hermetično zaprte in odporne na škodljive zunanje vplive skozi celotno življenjsko dobo cevovoda.
Kar zadeva IPD (nizkotlačni polietilen), danes uspešno nadomešča cevi iz železa, litega železa in plastike. To je posledica dejstva, da se PND cevi razlikujejo po trajnosti, za razliko od jekla, azbest-cementa in armiranega betona. Imajo pomembne prednosti pri montaži. Tehnologija varjenja ni zelo zapletena, saj so moderni varilni aparati čim lažji za uporabo. Pomanjkanje kvalifikacij je uspešno zapolnjeno s potrpežljivostjo in pozornostjo. Preden začnete variti, morate temeljito razumeti tehnološki proces.
Priprava opreme za varjenje
Proces varjenja polietilenskih cevi pri nizkem tlaku vključuje pripravljalna dela (za vse tipepopolnoma so enaki varilnim obratom), samemu varjenju in zaključni fazi dela. Začnite s pripravo za varjenje:
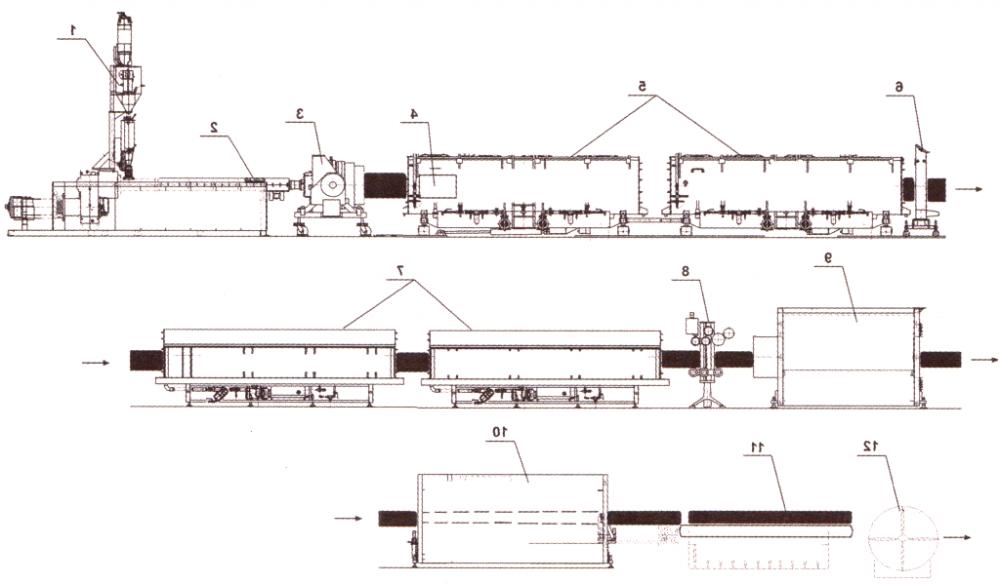
Shema proizvodnje polietilenskih cevi: 1 - kotel; 2 - ekstruder; 3 - oblikovalna glava; 4 - kalibracijski tulec; 5 - vodne vakuumske kopeli (vakuumski kalibratorji); b - merilnik debeline; 7 - vodno hladilne kopeli; 8 - naprava za štetje; 9 - vlečna naprava; 10 - ločilna naprava; 11 - sprejemnik; 12 - naprava za navijanje.
Ne smemo pozabiti, da je treba pripravljalne postopke aparata za varjenje izvajati kvalitativno, strogo upoštevati navodila proizvajalca opreme. V tem primeru ne moremo dvomiti, da bo stroj dolgo časa služil varjenju in da bodo varilna dela izvedena na najboljši način. Zelo dobro bo, če bodo vsi podatki o pregledu opreme zapisani v proizvodnem dnevniku. Pred nadaljevanjem varilnega dela je potrebno zagotoviti, da vsi elementi opreme delujejo.
Varilna naprava mora biti nameščena na vnaprej pripravljeno mesto, ki ga je treba sprostiti iz tujih predmetov. Na IPA je treba dostaviti cevi.
Pred priključitvijona električno omrežje, je treba izvesti naslednje korake:

Pred začetkom varjenja morate preveriti vsa vozlišča varilnega aparata, kot tudi izolacijo ozemljitvenih stikal.
- vizualno pregledati vsa vozlišča varilnega stroja;
- preverjanje izolacije ozemljitvenih vodnikov in električnih žic;
- bi morala napajati električni generator in preveriti njegovo učinkovitost. V ta namen uporabite krmilno stikalo;
- določiti raven olja v hidravličnem sistemu varilnega aparata;
- preizkus stanja mobilne objemke;
- preverjanje stopnje ostrenja nožev za rezanje;
- izvajanje diagnostike nadzornih in merilnih naprav;
- pripraviti objemke in redukcijske vložke, ki so potrebni za varjenje IPD obstoječih cevi s premerom;
- mazanje tornega spoja in površine varilne opreme v skladiščih, ki jih priporoča proizvajalec opreme;
- Očistite grelec, strgalo in glavo iz onesnaževalcev in sledi polietilena, razmaščite površino (uporabite bombažno tkanino, namočeno v topilu za ta namen).
Nazaj na vsebino
Kako variti polietilenske cevi?
Nazaj na vsebino
Postopek varjenja po metodi čipke
S pomočjo grelnega elementa varilnega aparata se konci HDPE cevi ali spojenih delov segrevajo, dokler polietilen ne doseže viskoznega toka. Nato je potrebno odstraniti grelec in povezati koncepod pritiskom
Stopnje tehnologije varjenja polietilenskih cevi:
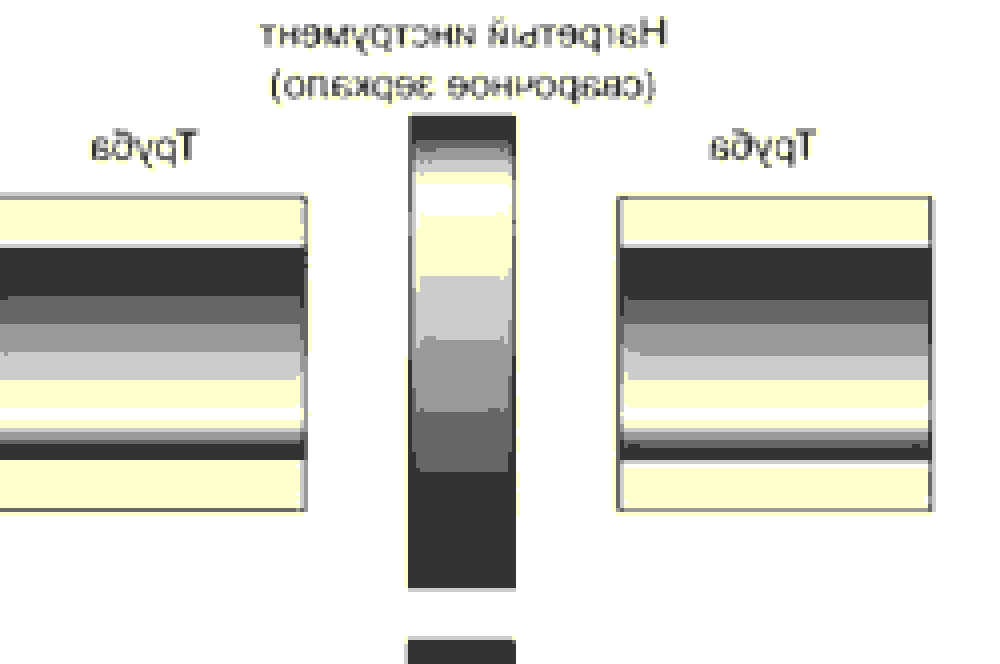
Varilni krog za polietilenske cevi s grelnikom
Varjenje čipk se razlikuje po dostopni ceni in visoki hitrosti. Mizo za večino premerov pogona pogosto zapomnijo izkušeni mojstri, toda za osebo, ki ni strokovnjak, je ta tabela nujni atribut. To je treba upoštevatiTakšna tabela je lahko odločilen dejavnik za kakovost zvarov.
Nazaj na vsebino
Proces varjenja z elektromotorji
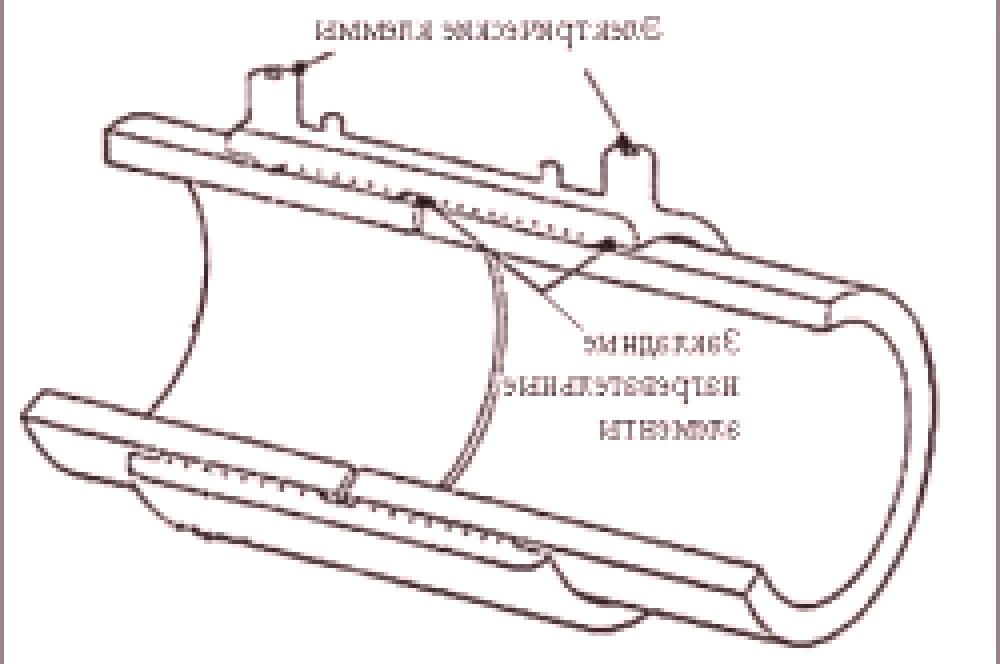
Vgradnja polietilenskih cevi s pomočjo sklopke za električno ogrevanje
Varjenje cevi IPD se lahko izvaja z deli z električno vijačnico.Polietilenske cevi so varjene z polaganjem električnega grelnika ne samo s strani strokovnjakov, ampak tudi s tistimi, ki imajo osnovne spretnosti varjenja.
V tistih delih, ki so povezani z varjenjem, je kovinska žica položena v obliki spirale. Varilec bo polietilen segrel in stopil na mestih, kjer bodo povezani. Mednje spadajo prehodi, spojke, prepihi in podobno. Ta proces se izvaja zaradi dejstva, da se sproščena toplota, ki nastane zaradi pretoka električnega toka v spiralah. Po varjenju vseh potrebnih delov je potrebno naravno hlajenje. Varjenje s hipotekarnimi električnimi grelci temelji na pojavu difuzije, to je na medsebojni penetraciji površinskih molekul med seboj, ko se segrejejo. Po ohladitvi vseh medsebojno povezanih elementov se bo pojavil gladek in trajen šiv.
x
Da bi bila vsa ta dela izvedena, bi morala biti:
- varilni stroj;
- varilno ogledalo;
- polkrog je ozek;
- širok obroč.
Proces varjenja polietilenskih cevi z lastnimi rokami ne traja veliko časa.