Točkovno varjenje je najbolj pogosta v industrijski proizvodnji, zaradi visoke kakovosti zvarnih točk ali šivi.Z njim lahko naredite veliko varilnih spojev v kratkem času.Pogosto se uporablja v avtomobilski, letala in ladjedelništvo.Pogosto se uporablja za proizvodnjo kmetijskih strojev in sestavnih delov zanje.Pick baterije baterije.To je v proizvodnji baterij točkovno varjenje kaže na njegovo nujnost.
Vsebina
, malo varjenja
Če so pravilno zgrajene varilni proces in popolno skladnost s tehničnimi standardi in zahtevami, opozarjajo povezave so zelo močne in dobre kakovosti.Zaradi močnega segrevanja kovine in pritiska, ki ustvarja točkovno varjenje povezava lahko utrdbo, v bližini osnovne kovine, ki zvari stroj.
Ta članek vam bo pomagal razumeti tehnologijo varjenja in odgovoriti na vprašanje, kako narediti točkovno varjenje, opisujejo pripravo površine, izbirno napravo, elektrode in druge sestavine.Postopen opisujejo vezje varilni proces in točko na morebitne napake in pomanjkljivosti, ki se lahko pojavijo.Pojasnite, da te polarnosti in kaj je to, in tudi pojasniti, kako delati z tankih materialov.
pripravljalnega dela
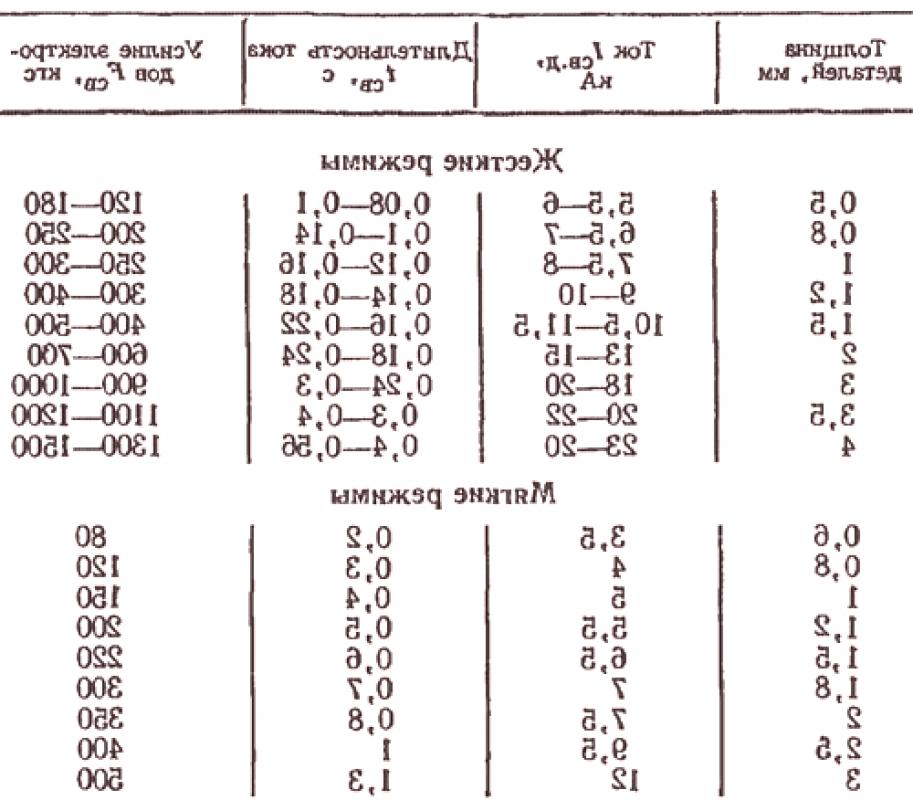
začne z izbiro ustreznega napravo.To je treba upoštevati dejstvo, davrsto materiala, ki ga bomo varili, in kako močna mora biti povezava. Če uporabljate ognjevarni material s precej veliko debelino, potem izberite varilni stroj z večjo močjo.
Če je potrebna zelo močna povezava, je pri visoki moči med postopkom dovolj visok tlak. Da bi povečali trdnost točke varjenja, se mora tlak po segrevanju še povečati. Tako bo točkovno varjenje povzročilo skoraj enako moč kot kovina.
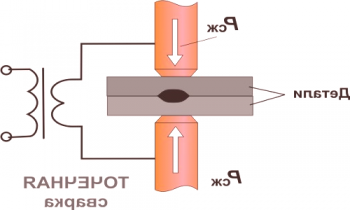 Shema varjenja kovin
Shema varjenja kovin
Priprava površine za delo je ena najpomembnejših faz varilnega postopka. Zaradi pravilno pripravljene delovne površine kovine se bodo točkovni zvari kar se da močni in visoki. Če je površina pravilno izdelana, je tveganje za napake zelo nizko.
Torej, kaj je treba storiti:
- Z zmanjšanjem kakovosti sklopke se zmanjša.
- Odstranite rjo in druge korozijske ali oksidacijske učinke.
- Pasivizacija površine.
- Čisto od prahu in plaka. Če je na kovini lestvica, jo je treba odstraniti.
- Poskrbite, da bodo deli tesno pritrjeni.
- Po odstranitvi dodatnih slojev plaka in drugih delov se deli sperejo in posušijo.
- Zadnja stopnja usposabljanja je nadzor. Podrobnosti se preverjajo za ostanke nedopustnih elementov na površini, če je vse v redu, lahko začnete z delom.
Izbira elektrode za varilni stroj je ključni dejavnik, ki vpliva na končno kakovost ujemanja kontaktov.Zbiranje pravilne elektrode, točkovno varjenje z lastnimi rokami bo tako močno in trajno.
Prva stvar, ki jo je treba opozoriti, je toplotna prevodnost kovine.Materiala, iz katerega je izdelana elektroda, ne smemo zamenjevati z varjenim materialom.Zato mora biti elektrodelektrična prevodnost elektrode višja od kovine in med njimi ne sme biti nobene reakcije.Če se čas varjenja ogrevanja zmanjša, se mora razmerje med toplotno prevodnostjo povečati.
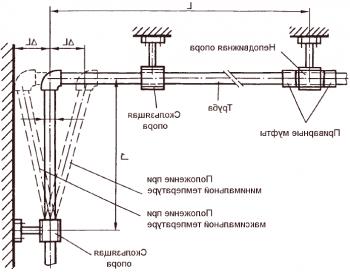
 Načini varjenja z nizkoogljičnim jeklom
Načini varjenja z nizkoogljičnim jeklom
Vsaka skupina kovin ustreza določeni vrsti elektrod, s katerimi se lahko kombinirajo.To je še posebej pomembno pri obdelavi pločevine in nizkotemperaturnih kovin, ki so lahko izpostavljene temperaturam.To so aluminijeve in magnezijeve zlitine, izbira elektrod za njih mora biti še posebej previdna
Ker je varjenje povezano z visokimi temperaturami in obstaja nevarnost vdora vročih delcev na površino človeškega telesa, je treba pri delu upoštevati varnostna pravila.
Varilna oprema je element zaščite pred mehanskimi poškodbami.Brez katerih varjenje proces ne more prenesti brez zaščitne maske, ki bo zaščitila vaš obraz in oči pred svetlobo in kovinskih delcev.
Varilne rokavice so nujno potrebne za udobno in varno delo, varujejo vas pred opeklinami in vam pomagajo, da delate brez neprijetnosti zaradi visokih temperatur. Za dodatno zaščito je najbolje, da nosite posebnoobleka za varjenje, ni izpostavljena gorenju, tkanina pa se ne bo stopila, ko bo udarila v vroče delce kovine.
Stopnje dela
Pogojno točkovno varjenje je razdeljeno na tri korake, po katerem dobite končni kontakt, ki ste ga sami izdelali, pritrdite dva obdelovanca.Če želite ustvariti naslednje točke, se postopek ponovi v istem vrstnem redu.
Začnimo z naslednjo shemo:
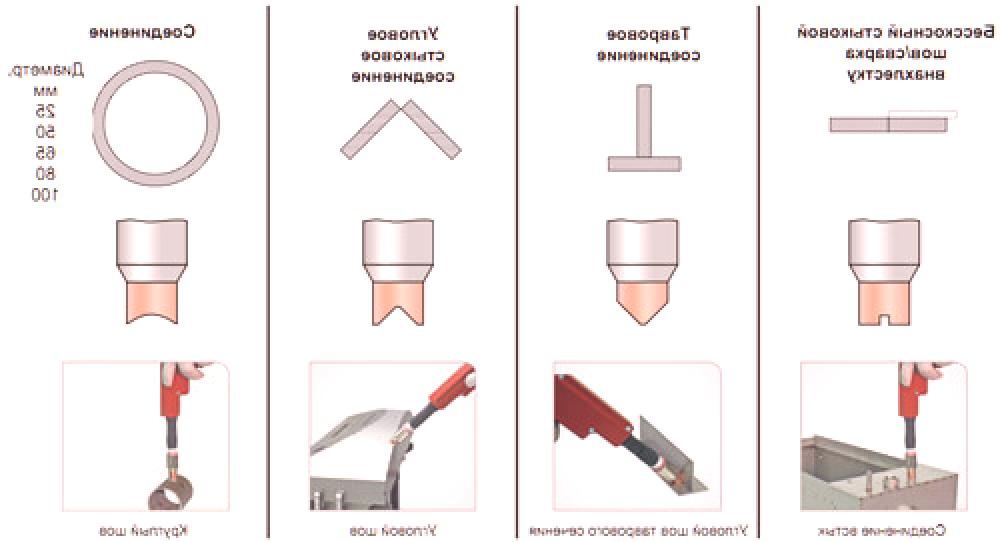 Izdelujemo različne spojine
Izdelujemo različne spojine
Če je potrebno, ustvarimo niz varilnih spojin, ponovimo celoten cikel.Če potrebujete veliko takih točk, lahko napravo uporabite s kontaktomVarjenje poteka takoj na več določenih točkah. Da, prihranili boste čas in produktivneje delali.
Napake in napake kontaktnega varjenja
Točkovno varjenje je precej zapleteno vezje, ki ima številne nianse in značilnosti. Za začetnike so zelo pogosto naslednje napake:
- Nepravilno izbrana moč.
- Nezadosten ali previsok tlak na obdelovancu.
- Elektroda ni primerna za varjenje kovin.
- Shema varilnega aparata sama ne ustreza pogojem zahtevanega postopka varjenja.
- Kontaktna varilna površina ni pravilno pripravljena.
Napake, ki nastanejo zaradi neustreznega kontaktnega varjenja:
- Nezadostna stopnja taljenja, ki prispeva k nepravilnemu oblikovanju točkovnega jedra.
- Prepočasna tvorba udrtin s kontaktnim pritiskom.
- Vrzeli se lahko zlomijo pri zelo tesnem kontaktnem mestu.
- Sprememba lastnosti kovine se nato preveč segreje. Na primer, poslabšanje delovnih lastnosti baterij.
- Navzkrižno gorenje kovine.
- Nastajanje notranjih razpok ali praznin.
Pri delu s tankimi kovinami ali pri sestavljanju baterij je treba skrbno izbrati moč in silo pritiska nanje. Ker pri preveliki moči obstaja tveganje za snemanje z navzkrižnim rezanjem in tak obdelovalec postane neuporaben. Pri zelo visokem tlaku lahko pride do udrtin in različnih površinskih napak.
Delo z aluminijemGredice jih dolgo ne morejo pregrevati, ker to pomeni spremembo njihovih antikorozijskih lastnosti in povečuje tveganje deformacije površine.
Polarnost med varjenjem
Polarnost je lahko ravna ali vzvratna. Z neposredno polarnostjo se na elektrodo priključi minus in na obdelovanec se pošlje plus. Če uporabite vzvratno, se plus in minus spremenita. Iz sheme povezave polarnosti z aparatom je odvisen proces nastanka katode in anode. Anoda nastane na pozitivnih polarnostih, katoda pa je v nasprotju z minusom.
Povzemimo
Točkovno varjenje je tehnično zapleten postopek, ki zahteva skrbno pripravo. Vedeti morate vse podrobnosti takega varjenja, od izbire varilnega stroja do zahtevanega tlaka, ki se izvaja na obdelovancu. Potem bo vaše delo opravljeno kvalitativno in dolgo časa. Sledite vsem pravilom in s pomočjo kontaktnega varilnega stroja naredite vse svoje ideje v zvezi s kovino in njeno povezavo.