Vsebina: [skrij]
- Žice, ki povezujejo polietilenske cevi
- \ t
- Tehnologija varjenja iz polietilena
- Elektromotorno varjenje
- Varjenje oblog iz polietilenskih cevi
- Preverjanje kakovosti zvarov
Cevi iz polietilena (HDPE ali PE) se danes vse pogosteje uporabljajo za montažo cevovodov za industrijsko uporabo in za gospodinjske potrebe: gradnjo breztlačnih in tlačnih cevovodov ter gradnjo sistemov za oskrbo z vodo v gospodinjstvih. Trajno povpraševanje po teh izdelkih je posledica visoke kakovosti in razmeroma nizkih cen.
Cevi iz umreženega polietilena imajo visoko kakovost in nizko ceno, odpornost na zunanje vplive.
Brezšivne polietilenske cevi se štejejo za odporne na zunanje vplive in so še posebej zanesljive.
Varjenje PE cevi zahteva, da glavni skrbnik pozna parametre tega postopka. Spodaj je nekaj možnih načinov varjenja z lastnimi rokami in posebnosti izvajanja.
Žična povezava polietilenskih cevi

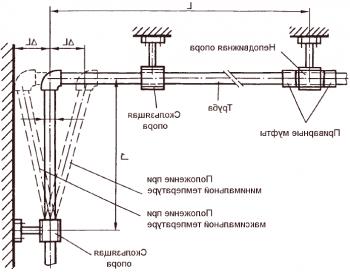
Polaganje cevi vodovodnega sistema se izvaja v jarkih.
Med namestitvijo vodovodne napeljave iz zunanjega dela polaganja cevi mora biti izvedena na zaprt način, in sicer polaganje v jarkih. Priključitev IPD cevi se praviloma opravi z neločljivimi spoji. Namestitev PE cevi se lahko izvede z uporabo snemljivih spojev. Čeprav to ni obvezno, je treba v vsakem posameznem primeru izbrati določeno metodo varjenja.cevi
Pri izdelavi integriranih spojev se uporabljata dve vrsti varjenja:
- elektromotor;
- Varjenje cevi je vezano.
Če je potrebna priključitev spoja, uporabite:
- povezavo s posebnimi vogali, priključki in prirobnicami;
- povezava z namestitvijo različnih elastičnih tesnil "zvonec".
Spletne povezave se najpogosteje uporabljajo pri namestitvi notranjosti cevovoda.Priključki z vsemi vrstami fitingov, vogali in prirobnicami so precej preprosti, zato lahko to stori tudi oseba brez izkušenj.
Nazaj na vsebino
Tehnologija varjenja polietilena
Ker se pri vgradnji cevovoda uporablja cev ali elektromotorsko varjenje, je treba tehnologijo teh postopkov podrobneje obravnavati.
Nazaj na vsebino
Električno varjenje

Električno varjeni vogali ali fitingi so potrebni za električno varjenje.
Ta vrsta varjenja se uporablja za vgradnjo cevovoda brez tlaka: drenažni sistemi, sistemi gravitacije kanalizacije in drugi.Za izvedbo postopka je potrebna prisotnost električnih zvarnih vogalov ali fitingov.Ta vrsta priključka se lahko uporablja za cevi z PND različnih premerov in z različnimi debelinami sten.Navodilo predvideva ukrepe po naslednjem algoritmu:
- pripraviti vse potrebne dele za delo, očistiti delovno mesto;
- izberite lastnostivarjenje, odvisno od velikosti zatesnjenih delov in cevi;
- temeljito očistite notranje površine elektromotorne sile od kontaminacije, kot tudi površino priključnih cevi z IPA, vogali, priključki in drugimi uporabljenimi elementi.Za hkratno razmaščevanje in čiščenje delov uporabite hlapno tekočino (npr. Alkohol);
- Da bi se izognili poplavljanju taline polietilena pri visokih temperaturah, je treba konce varjenih izdelkov gladko in lepo obrezati;

Pred začetkom varjenja je potrebno površino priključnih cevi temeljito očistiti.
- odstranimo oksidirano plast, ki nastane pri proizvodnji, s površine delov, s posebnimi strgalniki;
- nadzor koordinacije, pritrditev cevi na pozicioner;
- Za dodatno zaščito mesta varjenja pred prahom uporabite tuljavo z lepljivim trakom;
- odprti konci cevi morajo biti zaprti s čepi, da se prepreči neproduktivna toplotna izguba;
- se napetost nanaša na zaključke elektromotorja, pri čemer se priključek segreje z varjenjem delov.
Nazaj na vsebino
Varjenje polietilenskih cevi v oblogi
Tehnologija varjenja izdelkov iz obloge HDPE ima nekaj razlik.Tako so varjene cevi, katerih stene imajo debelino stene več kot 5 mm in premer več kot 50 mm.Osnova te tehnologije je segrevanje koncev cevi s pomočjo grelnega elementa pred samim začetkom taljenja.Pri priključitvi cevipovezava delov v tem stanju poteka na molekularni ravni. Varjenje polietilenskih cevi je naslednje:
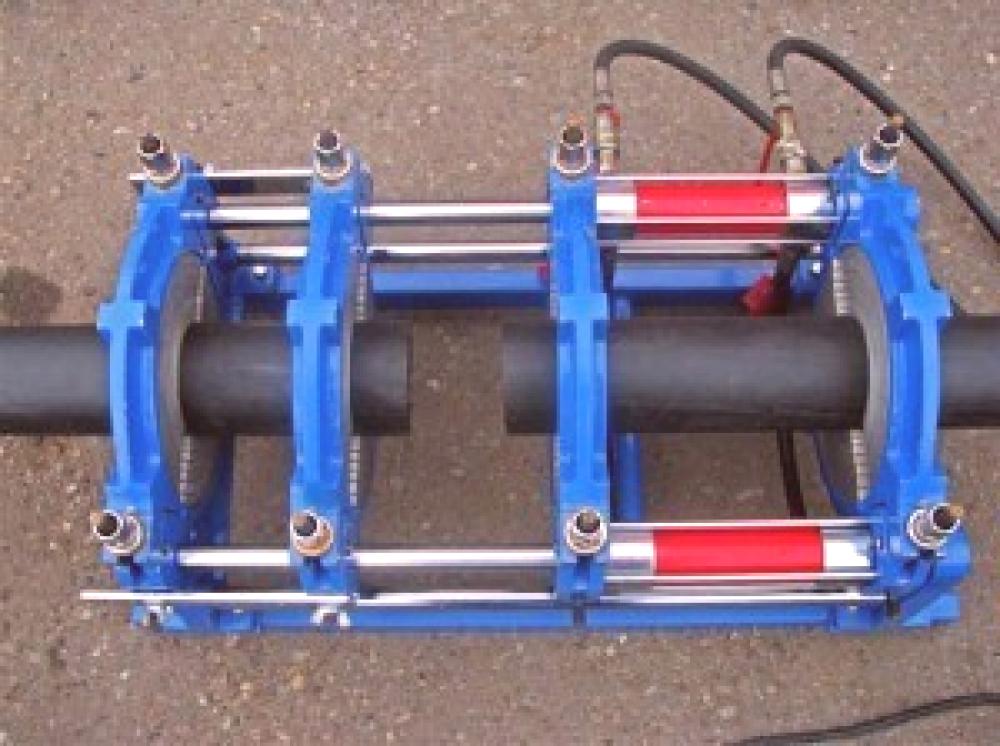
Osnova varjenja cevi IPD je segrevanje koncev cevi pred začetkom taljenja.
- konci cevi PND so vstavljeni v napravo in med njimi je nameščena ogrevana plošča;
- , končne ploskve pritiskajo na ploščo z določeno silo tlaka in vzdržijo, preden se začne postopek taljenja. Čas segrevanja je neposredno odvisen od premera materiala in moči naprave;
- ko je dosežena zahtevana stopnja segrevanja, se plošča odstrani in cevi povežejo oblogo, kar jim daje pritisk;
- ostalo je le počakati, da se polimerni material popolnoma ohladi.
Da bi spoji varili cevi s HDPE, hitro in čim bolj natančno prehajajo, najpogosteje uporabljene naprave s hidravličnim ali mehanskim pogonom. Najsodobnejša oprema je opremljena z nadzorom programske opreme. Takšne naprave imajo številne prednosti:
- sposobnost natančnega izračuna časa, ki je potreben za varjenje določenega števila delov;
- nadzor procesa na samodejni ravni, ki izključuje učinek človeškega faktorja.
x
Pred varjenjem obloge je treba pazljivo razvrstiti dele glede na dostavno serijo, da se preskusijo proizvodi za elastičnost. Najbolje je variti tiste elemente, ki se sproščajo v eni seriji.
Nazaj na vsebino
Preverjanje kakovosti zvarov

Pred začetkom nadaljnje obdelave cevipo skrbnem nadzoru zvarnih spojev.
Nadzor ustrezne kakovosti proizvedenih šivov je sestavni del postopka.Nadaljujte z nadaljnjo obdelavo cevi šele po temeljitem pregledu vseh šivov.Povezava se lahko šteje za kakovostno le, če izpolnjuje tehnične zahteve.Cevovod, ki je sestavljen iz cevi s popolnimi šivi, bo trajal več desetletij, brez popravil in vzdrževanja.Osnovne zahteve za kakovost priključitve delov z HDPE pri vizualnem pregledu:
- spoj ne sme biti pod celotno površino cevovoda in videti kot goreča brazda;
- Koaksialnost cevi mora biti čim bolj natančna.Premestitev varjenih izdelkov v nobenem primeru ne sme presegati 10% debeline stene.Na primer, pri varjenju polietilenskih cevi debeline 5 mm vrednost premika ne sme presegati 0,5 mm;
- Višina valjev, ki so oblikovani znotraj cevi in na njihovi zunanji površini, je omejena.Pri varjenju delov z debelino stene 5 mm višina gredi ne sme biti večja od 2,5 mm.Višina valja je omejena na 5 mm, če je debelina cevi 6-20 mm.
Če spoji komponent IPA izpolnjujejo vsa merila, se prejeti cevovod kvalitativno izvede.
x
Seznam potrebnega instrumenta:
- hidravlična enota;
- električno orodje;
- posoda za armaturno ploščo in varilno ogledalo, krmilna omarica;
- grelni element s temperaturnim regulatorjem;
- centralizator;
- podloga (40-630 mm), odvisno od vrste uporabljenega stroja;
- Priključki, prirobnice, elastična tesnila pri montaži spoja.