Vsebina:
Talne plošče - to so armiranobetonske (ŽB) strukture, namenjene za naprave stropov med tlemi različnih zgradb. Razlikovati: Kolektivna trdna, rebrasta in votla. Uporabljajo se tako v nizko rast stavbe in pri gradnji visokih stavb. Talne plošče so izdelane iz težkega betona, pa tudi konstrukcijskega lahkega betona normalne gostote in silikatnega betona visoke gostote. Za izdelavo armiranobetonskih izdelkov, ki se ukvarjajo z upogibanjem, se uporablja prednapeti armirani beton.
Večina votlih plošč večine tipov ima debelino 220 mm, obstajajo pa izdelki debeline 260 in 300 mm.
Vrste in velikosti plošč
Velikosti prekrivnih plošč so prikazane v delovnih risbah, v proizvodnem procesu pa se nadzoruje skladnost osnovnih parametrov ob upoštevanju dovoljenih odstopanj.
Za armirane betonske izdelke različnih velikosti in namenov je na voljo 15 glavnih vrst podatkov. Vsaka vrsta ima svoje številke, na primer: 1PK, 1PKT, 1PKC, 2PK in tako naprej. V dogovoru s kupcem je mogoče izdelati različne velikosti prekrivnih plošč.
-
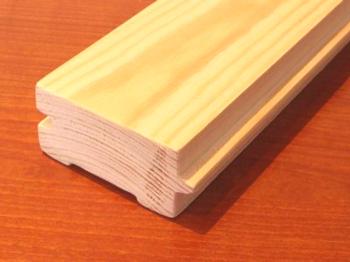
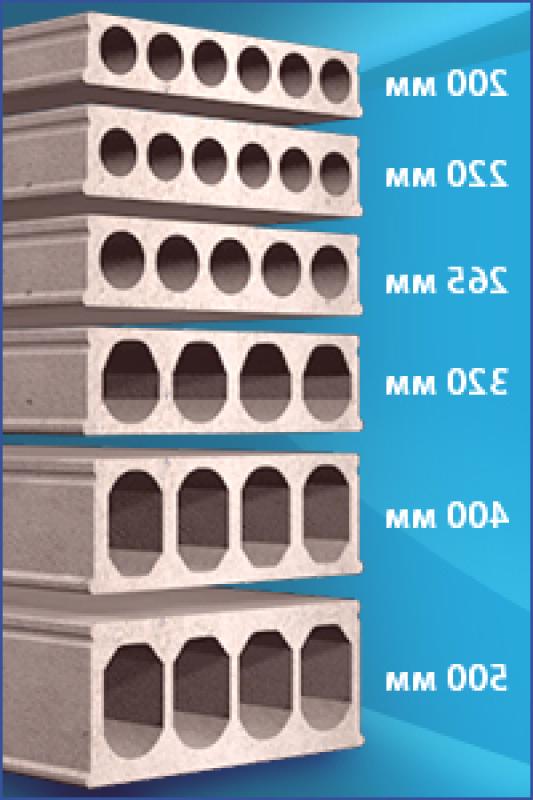 Votle dimenzije standardnih izdelkov (za votle plošče) so od 114 do 203 mm. V takih izdelkih lahko cilindrične votline zmanjšajo težo talne plošče in izboljšajo zvočno izolacijo v prostoru. DebelinaVečslojne plošče z več votlinami so 220 mm, prav tako izdelki debeline 260 in 300 mm. Pri izdelavi plošč se vodijo zahteve iz GOST 9561-91 in drugih normativnih dokumentov. Takšni izdelki so najbolj priljubljeni.
Votle dimenzije standardnih izdelkov (za votle plošče) so od 114 do 203 mm. V takih izdelkih lahko cilindrične votline zmanjšajo težo talne plošče in izboljšajo zvočno izolacijo v prostoru. DebelinaVečslojne plošče z več votlinami so 220 mm, prav tako izdelki debeline 260 in 300 mm. Pri izdelavi plošč se vodijo zahteve iz GOST 9561-91 in drugih normativnih dokumentov. Takšni izdelki so najbolj priljubljeni. - Trdne plošče (brez praznin) so dolge do 6,6 m, širine 3 m, debeline 120-160 mm in teže do 7000 kg. , 4 m. Rebraste plošče imajo odsek v obliki črke P, njihova dolžina - do 8,8 m, širina - do 1,5 m, višina - do 400 mm.
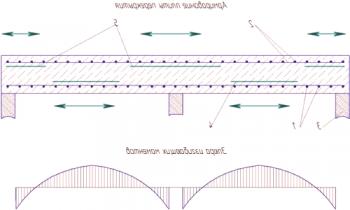
- Ojačitev talne plošče se izvaja z okviri in rešetkami iz jekla A-III (in drugih razredov) in žice BP1. V izdelkih z dolgimi dolžinami (več kot 3 m) uporabite visoko trdno opremo.
Proizvodnja tekočih trakov
V tokovni proizvodnji se vsi postopki (oblikovanje, strjevanje in razpakiranje) izvajajo z uporabo posebnih delovnih mest, ki so del toka procesa. Delovna mesta so specializirana za stroje in mehanizme. Obrazci (oprema) in izdelki, glede na tehnološki proces, se premaknejo iz delovnega mesta na delovno mesto.
Proizvodnja toka se lahko oblikuje v skladu z različnimi shemami: s tekočim trakom in z agregatom pretoka. Transportni način je sestavljen iz dejstva, da se LV izdelki gibljejo med stebri z določenim ritmom, ki je nastavljen glede na največjo dolžino tehnološkega delovanja. Ta metoda je najučinkovitejša pri uporabi visoko zmogljivih transportnih linij, ki so potrebne za izdelavo velikih serij istega tipa. Ta proizvodnja vam omogoča organiziranjevisokotehnološki proces z visoko stopnjo avtomatizacije in mehanizacije, ki se prednostno razlikuje od sedanje agregatne sheme. Metoda transporterja izključuje operacije s premikanjem žerjavov v oblikah, parovne produkte v jamah in ročne operacije.
Pri proizvodnji tekočih trakov se tehnološki postopek deli na sočasne operacije, ki se izvajajo na različnih položajih.Enakost časovnih intervalov za izvajanje operacij ima posebno pomembno vlogo in jo je treba strogo upoštevati .
Zaporedje operacij je naslednje: najprej se izvede priprava obrazca, nato - polaganje armaturnih izdelkov, pa tudi betonska mešanica, po kateri se zapre in toplotno obdela. Nato se končni proizvodi iz opreme ekstrahirajo in končno predelajo. Dostava vseh potrebnih komponent in materialov (armaturni okvirji, topne in betonske mešanice, zaključni materiali) se izvaja hkrati na vseh delovnih mestih.
 Za ta način proizvodnje je značilna neprekinjenost toka in ritem (hkratnega) proizvodnje vseh operacij, ki izključuje preprosto opremo. Ozka specializacija in delitev proizvodnje na različne posamične procese zagotavljata visoko produktivnost ter omogočajo kompleksen nadzor nad kakovostjo izdelkov. Omogoča tudi celovit pristop k avtomatizaciji in mehanizaciji vseh procesov, učinkoviti uporabi proizvodne opreme in opreme za oblikovanje.
Za ta način proizvodnje je značilna neprekinjenost toka in ritem (hkratnega) proizvodnje vseh operacij, ki izključuje preprosto opremo. Ozka specializacija in delitev proizvodnje na različne posamične procese zagotavljata visoko produktivnost ter omogočajo kompleksen nadzor nad kakovostjo izdelkov. Omogoča tudi celovit pristop k avtomatizaciji in mehanizaciji vseh procesov, učinkoviti uporabi proizvodne opreme in opreme za oblikovanje.
Pomanjkljivost te metodeproizvodnja talnih plošč je na začetku visoka stopnja naložb zaradi potrebe po uporabi velikega števila mehanizmov. To posledično pomeni povečanje stroškov amortizacije opreme. Poleg tega se zmanjša možnost prilagodljivega prilagajanja tehnološkega procesa, če je potrebno preiti na novo nomenklaturo.
Oblikovanje varjenih izdelkov
S postopkom proizvodnje tekočih trakov in linijami s tekočimi agregati je zaporedje postopkov pri izdelavi proizvodov enako. Vnaprej pripravljena oblika (oprema) pride na mesto, ki je oblikovano tako, da tvori ploščo. Beton se vlikuje v opremo s pomočjo strojev za litje betona. Tu je tudi tesnjenje betona na vibriranih površinah. Nato se na posebnem mestu popravi izdelek in izvede njegova končna obdelava. Zadnja faza je ogrevanje s paro ali elektriko, ki se pojavi v posebnih celicah.
Toplotna vlaga
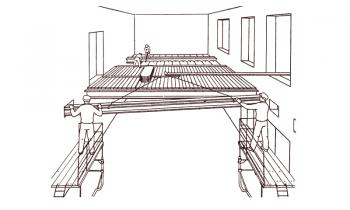
Pri transportni metodi za proizvodnjo plošč za toplotno vlažnost obdelave se uporabljajo odprte komore s stalnim ciklom delovanja. Predstavljajo prehodne predore, katerih višina je približno meter, znotraj katerih se s posebnimi mehanizmi premikajo vozički (kalupi) z izdelki. Sveže oblikovani leseni izdelki se v procesu vzdolžnega gibanja v teh komorah obdelujejo s paro. Majhna višina kamer pomaga ustvariti enake pogoje, ki so potrebni za enotno strjevanje vsakega izdelka. Dolžina kamer je odvisna od delovanja transporterja inčas, potreben za toplotno obdelavo.
Kamere za toplotno vlažnost obdelave proizvodov so razvrščene glede na shemo transportne linije. Izvajajo se z luknjami ali tlemi, s površino prekrivnih podatkovnih kamer se lahko uporablja za druge operacije, povezane s proizvodnjo. Če proizvodno območje ne omogoča postavitve dolge črte, se postavi v bloke, to je v več vrsticah navpično in vodoravno.
Tehnološki proces
Celoten proizvodni proces se izvaja na 15 mestih. Po obdelavi s paro se plošče ohladijo, nato pa se izvede obrezovanje palic tesnih fitingov. Po tem se izdelek pošlje v obdelovalno postajo. Palete so očiščene in mazane, nato pa so položene v predgreto mrežo s posebno opremo. Po ohladitvi palic se na paleto postavi betonska mešanica z enakomerno plastjo (2-3 cm).
Paleta se trdno krepi v položaju, kjer poteka tvorba, po kateri se vibro ploščo spusti na njo. Odstranljiv okvir se samodejno zniža. Po dnu je spodnja plast gosta, vstavijo se luknjice in vgradijo nepovratne armature in pribor. Na tleh je spet betonska zmes, ki je zatesnjena. Na koncu tesnila izdelajte izvleček žebljev, dvignite paleto in jo pošljite na naslednje mesto.
Po zaključku odprtih površin proizvod vstopi v parno komoro na paleti. Nato se podna plošča upogne, na dno njene plasti pa nanesemo plastBarva in končni izdelek se prevažata v skladišče.