Vsebina: [skrij]
- Značilnosti varjenja različnih cevi
- Varjenje cevi s pomočjo električne energije
- Pripravljalna dela pred varjenjem kovinskih cevi
- Plinsko varjenje cevovodov brez prelivov
- Prednosti dela z varjenjem brez plinov brez prelivov
- Varnostni ukrepi pri delu z varjenjem s plinom
Vsakič, ko začnete popravljati, morate rešiti več pomembnih in zapletenih vprašanj. Večina je povezana s tem, kako pravilno prevzeti vse potrebne materiale za izvedbo načrtovanih projektov. V nekaterih primerih je to precej preprosto in včasih, nasprotno, potrebujemo veliko časa, da ponovno razmislimo in razstavimo vse možne možnosti, preden se lahko ustavimo za nekaj drugega. Tako, na primer, ko gre za popravilo ogrevalnega sistema, morate najprej razmisliti o tem, kako to narediti (ali obrezati obstoječe napeljave in nadomestiti material z nekaterimi drugimi ali zamenjati tista območja, ki so postala neprimerna). V skladu s tem se boste morali odločiti o istem materialu, ki vam bo tudi vzel nekaj časa in truda. Izbira je precej zapletena, vendar ne pozabite, da mora biti za ogrevanje material čim bolj zanesljiv in kakovosten. Varjenje cevovodov se izvaja pogosteje s pomočjo kovinskih cevi.

Varjenje cevovodov se običajno izvaja z uporabo kovinskih cevi.
Če ste še vedno uspeli pravilno pobrati potrebne materiale in ostati zadovoljni z njim, ostajaodloča le o tem, kako bo izvedeno popravilo? Tudi tu se bo pojavila vrsta vilic. lahko se zatekate k zaposlovanju delavcev, ki so specializirani za to področje, ali pa samostojno opravljajo vsa potrebna dela. Oba, eden in drugi, potrebuje pomembno donacijo svojega prostega časa, ker tudi če ne začnete tega dela sami, morate nenehno opazovati delavce. Konec koncev je v večini primerov odvisno od tega, kako dobro bo opravljeno potrebno delo.
Značilnosti varjenja različnih cevi

Varjenje polipropilenskih cevi pod silo tudi za tiste, ki nimajo potrebnih izkušenj in izobraževanja, kar pa ne pomeni varjenja kovinskih cevi.
Dolgo časa je ena od najbolj zanesljivih povezovalnih možnosti varjenje cevovodov. In če bi se pred nekaj leti na ta način lahko priključile le kovinske cevi, je danes tudi ta vrsta priključka izpostavljena plastičnim cevi. V prvem primeru je potrebno imeti posebna strokovna znanja, ki omogočajo ne le pravilno in lepo, temveč tudi varno namestitev celotnega ogrevalnega sistema v hiši. Druga možnost je povezana z varjenjem plastičnih cevi) zagotavlja manj nevarno pot. Vključuje razpoložljivost takšnih orodij, kot so:

Varjenje plastičnih cevi zahteva skrbnost in pozornost, saj je plastika lahek in razmeroma krhek material, ki ga je mogoče brez težav premakniti ali poškodovati.
- škarje za rezanjePlastične cevi;
- šobe;
- varilni stroj.
V nasprotju z varjenjem kovinskih cevi je ta proces popolnoma sposoben izpolniti in tistih, ki nimajo ustreznih izkušenj in izobrazbe. S takim mehanizmom povezovanja materiala mora biti zelo urejen in previden, ker je plastika zelo lahek material, ki ne more le premakniti z enega mesta na neprimerno gibanje roke, temveč ga celo onemogočiti. Zato ne bi smelo biti, prvič, preveč segreto s takšno cevjo, in drugič, zelo močno pritisnite priključne dele, da se lepijo skupaj.
To lahko povzroči popačenje končnega izdelka ali raztaljeno plastiko v celotno cev.

Set orodij za varjenje polipropilenskih cevi. Vključevati mora škarje za rezanje cevi, varilni stroj in različne šobe.
Kljub temu se plastika sama priporoča kot material za cev med namestitvijo ogrevalnega sistema. Dejstvo je, da bo med delovanjem temperatura v cevi narasla na 105 stopinj. Tako je vroče, da lahko povzroči taljenje nekaterih materialov. In kljub dejstvu, da ima veliko število materialov veliko višjo točko taljenja, je amplituda razlik v temperaturah vseh teh materialov precej velika. Plastika ima najbolj primerne fizikalne lastnosti. Hkrati je treba opozoriti, da plastika ne vzdrži visokih temperatur. Pri varjenjutemperatura cevi se poveča za več kot 180 stopinj, plastika se tali do te mere, da začne teči v cev. Ali pa sploh lahko izgubi potrebno obliko. Če temperatura ni dovolj visoka ali se material občasno ohladi, se med priključenimi deli lahko oblikujejo majhni prostori, kar je pri namestitvi ogrevalnega sistema nesprejemljivo.
Shema varjenja polipropilenskih cevi: 1 - cevni priključek; 2 - posnetek na koncu cevi; 3 - omejevalna sponka ali nalepka.
Glede na to, katere cevi so povezane z varjenjem, se uporabljajo različne tehnike in mehanizmi za njegovo izvajanje. V vsakem primeru so zahteve glede varjenja strogo določene. Najpomembnejše je, da mora biti kirurški šiv visoke kakovosti. To pomeni, da ne bi smelo biti nobenih dotokov, potem dopustov. Ne pozabite na pravila požarne varnosti. Poleg mesta vodenja varjenja mora biti nameščeno vsako plovilo, napolnjeno z vodo, da se lahko pravočasno ugasne eden ali drug element ognja. Pred začetkom dela mora varilec nositi posebno ognjevarno obleko, varilni ščit in rokavice.
Nazaj na vsebino
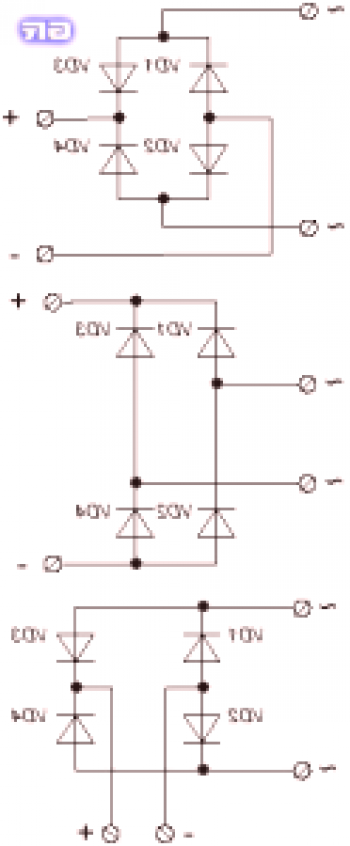
Varjenje cevi s pomočjo električne energije
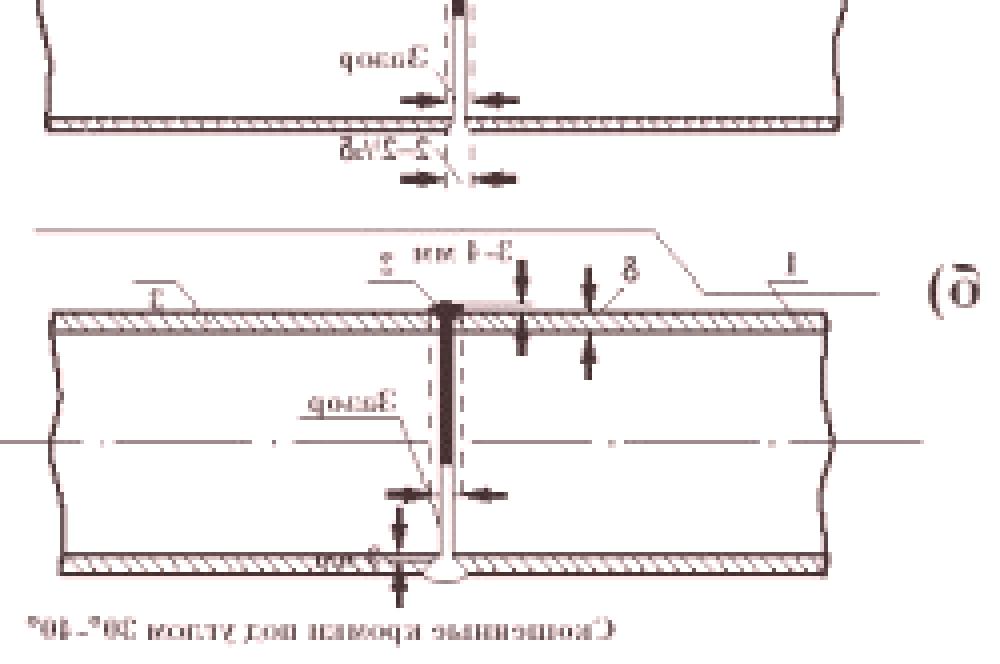
Glede na premer cevi se lahko uporabljajo različne vrste električnega varjenja cevi. V večini primerov za dosego teh ciljevuporabljajo se spoji. V tem primeru naj bo razmik med cevmi približno 2 - 3 mm. To je potrebno, da se ne zatekamo k popolnemu taljenju kovine samih cevi, ampak samo s pomočjo staljene žice, da zapolnimo ta prostor.
Nazaj na vsebino
Pripravljalna dela pred varjenjem kovinskih cevi
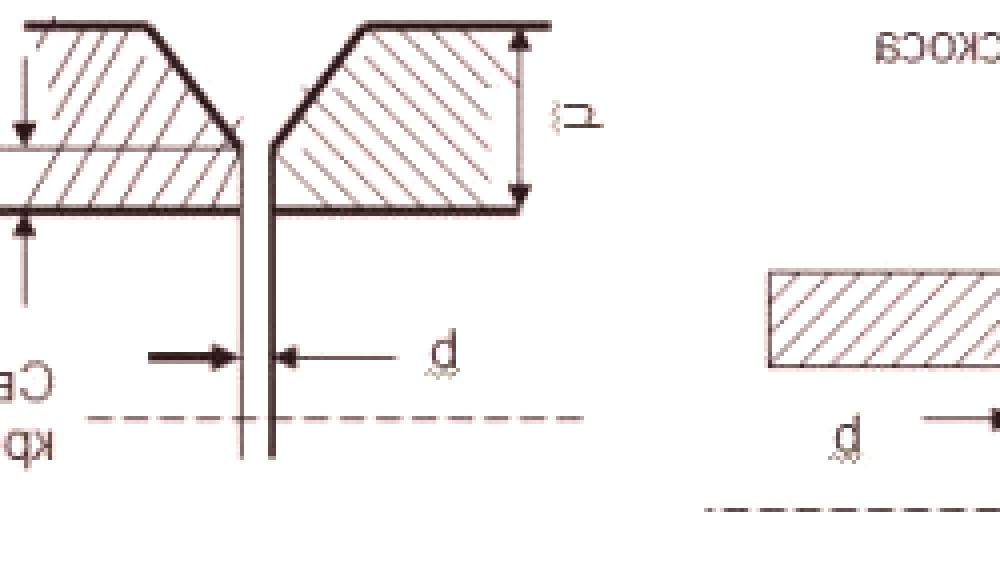
Diagrami metod za obdelavo cevi pred varjenjem: brez koničnih robov in s stožčastimi robovi.
Preden začnete z varjenjem, morate poleg tega, da nosite celotno opremo, poskrbeti tudi za stanje cevi, ki jih nameravate priključiti. V idealnem primeru naj imata obe povezovalni cevi enak premer. To ne bo samo zmanjšalo količine žice v postopku varjenja, temveč bo tudi zagotovilo končno zasnovo z zanesljivo in dolgotrajno uporabo. V nasprotnem primeru se lahko velikost cevi v mestu povezave zelo razlikuje.
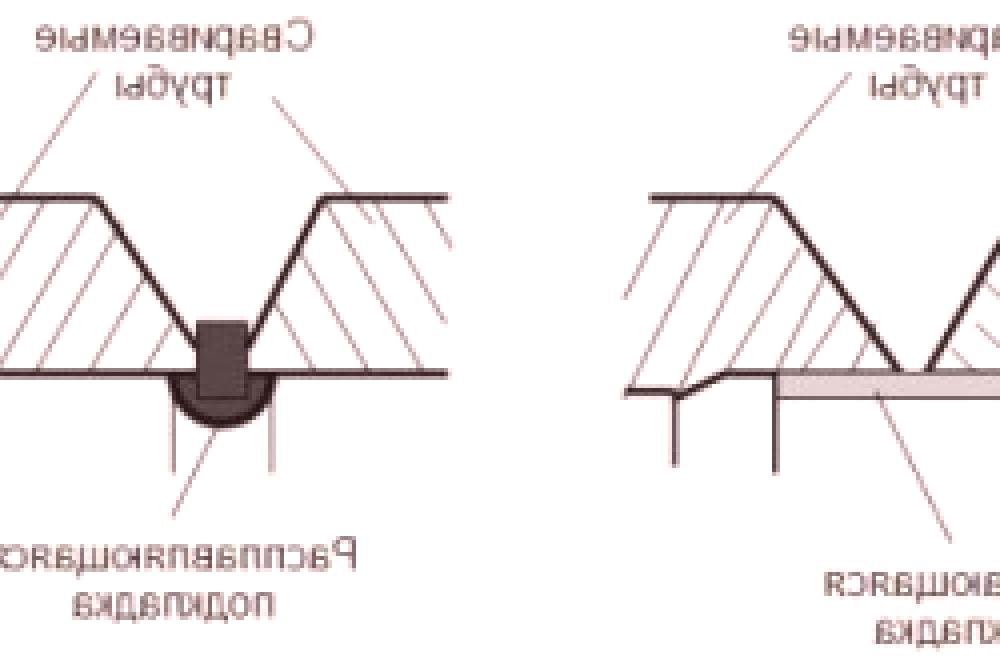
Risbe spojev cevovoda na preostalih in ravnalnih tesnilih. Elektroda mora biti pravokotna na obdelano površino.
Vaše nadaljnje ukrepanje bo povezano s čiščenjem in nadaljnjo pripravo materiala za varjenje. V ta namen je treba najprej očistiti površino priključnih cevi (ali vsaj tiste, ki bodo varjene). Vendar pa je najboljša možnost, da je treba vse cevi popolnoma očistiti, ker bo ogrevanje šlo v notranjost hiše in v njej umazano,Cevi za rjo sploh niso estetske in celo zelo neprijetne. Zato je treba vse cevi zaščititi pred možnimi razpoložljivimi glivičnimi napadi, od rje, pene (če so že bili uporabljeni kot vodne cevi). To lahko storite s posebnimi reagenti (npr. Topilom), vendar lahko mehansko poskusite opraskati obliko na cevi plaka. Naslednja faza, ki prav tako ni vredna manjka, je povezana z urejanjem oblike cevi. Vnaprej je treba opisati shemo vezave prostora s kovinskimi cevmi. Po tem bo potrebno določiti skupno talno površino, ki je potrebna za pravilno ogrevanje, in ustrezno zmanjšati ali povečati potrebno število cevi za ogrevanje.
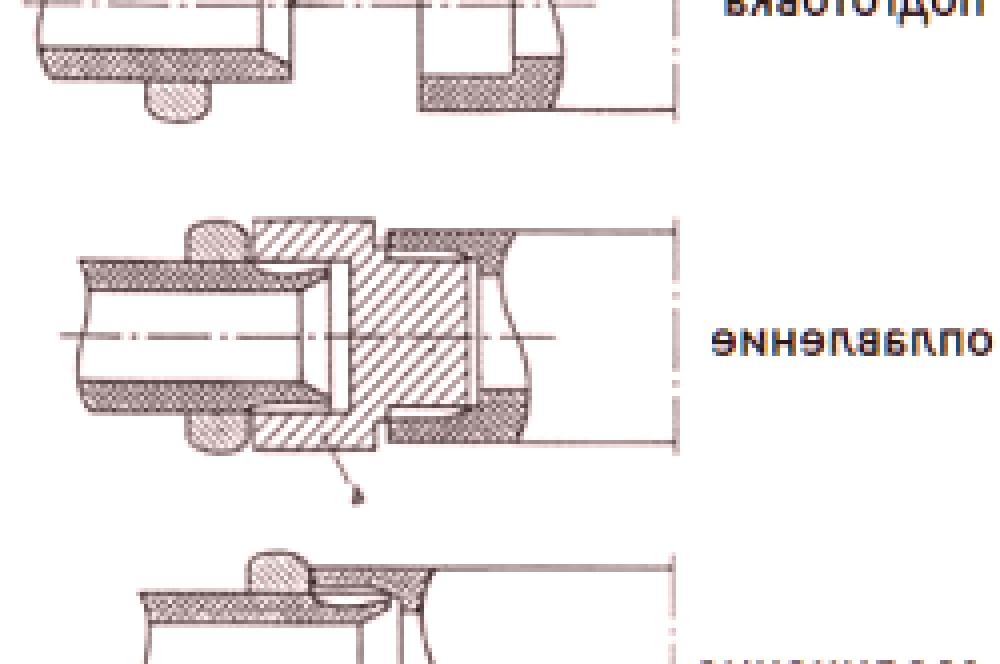
Sheme varjenih spojev jeklenih cevi: a) brez odstranitve posnetkov; b) z odstranitvijo posnetkov in pečatov; c) z uporabo "skodelice": 1 - cev, ki je pri pogojih montaže delavnic za nabavo privarjena na steklo; 2 ', 2' - zvarni šivi; 3 - cev, ki je pri montaži ogrevalnega sistema privarjena na steklo
\ tVarjenje znotraj prostora ni vedno priročno in varno, zato poskusite in odrežite ter varite majhne dele, ki jih boste imeli nekje zunaj ozemlja hiše (na vrtu ali v garaži). Pozornost je treba posvetiti stanju samih cevi. Obe cevi morata čim bolj priti v stik, kar bo omogočilo, da se celoten ogrevalni krog sestavi v obliki, v kateri je prvotno predviden. Če so sklepi rezani neenakomerno ali se oblikujejo grmičevje, bo to potrebnočim bolj odrezati vse, kar povzroča dvome (obrezovanje se izvaja pod kotom 90 stopinj na os cevi).
Če še vedno ne morete izvesti varjenja iz hiše, morate kuhati prav na mestu. To je precej zapletena zadeva, saj so ponavadi grelne cevi mimo ali zelo visoke (pod stropom) ali skoraj pod njo. In vedno se nahajajo zelo blizu sten. Podana shema polaganja kovinskih cevi za ogrevanje ne omogoča, da se doseže na tiste strani, ki se nahajajo zelo blizu stene ali stropa in tal. Če želite to narediti, boste najprej morali delati na "odpiranje" nekaterih odsekov cevi od strani, ki je bližje vam. To bo omogočilo varjenje cevi v stene z notranje strani. Po tem pa bo treba luknjo nežno in varno zapreti in omogočiti izvedbo zgoraj omenjenih del. Za to je najbolje, da kuhamo ne vertikalno, ampak horizontalno. Ta možnost je veliko lažja kot vsi drugi, in tudi tisti, ki niso imeli takšnih izkušenj, jo lahko rešijo.

Delovne rokavice - eden od obveznih elementov dela varilca.
Potrebno je narediti elektrodo pravokotno na površino, ki jo je treba obdelati. Ne pretiravajte z ognjem, saj se lahko zažge tudi najbolj trpežna in trajna kovina. Če se ne želite zateči k takšni možnosti in hkrati niste uspeli povezati cevi vnaprej, je najbolje, da povabite profesionalnega varilca, da opravi to delo. Strokovnjaki v takihv primerih uporabe posebnih ogledal, ki zaradi odsevne sposobnosti omogočajo varjenje šivov tudi na najbolj nedostopnih mestih brez prelivov. Težavo bodo lahko rešili, poleg tega bodo vsa potrebna dela opravljena veliko hitreje kot tista, ki bi jih naredili z lastnimi rokami.Varjenje se vedno začne s središčem bodočega šiva na eni strani cevi.Postopoma je treba od tega trenutka naprej premikati navzdol po cevi in nato navzgor. Podobno se varjenje izvaja na hrbtni strani.
Po prvem šivu je treba z njo malo hoditi z varjenjem, da bo šiv čim bolj zanesljiv. Toda poklicni varilci se ne zatekajo k takšnemu ponavljanju. To je posledica dejstva, da lahko takoj ocenijo debelino šiva, in če na nekaterih mestih ni dovolj, je pritrjena na kraju samem.
x
Nazaj na vsebino
Plinsko varjenje cevovodov brez prelivov

V večini primerov se spoji uporabljajo za električno varjenje. Razmik med cevmi naj bo približno 2 - 3 mm.
Električno varjenje, čeprav zahteva določeno količino električne energije, še vedno stane veliko manj kot varjenje s plinom. Toda na tej razliki se plinsko varjenje konča z električnimi. Ena od najbolj očitnih teh razlik bo, da plinsko varjenje vključuje priključitev cevi s pritokom staljene kovine na šiv. Višina tega dotoka je odvisna od velikosti sten cevi. Najpogosteje vrednostšiv se spreminja v območju 2-3 mm. Ta način varjenja je tudi vnetljiv, zato v tem primeru ne smemo pozabiti na vse tiste ukrepe, ki jih je treba upoštevati pri električnem varjenju. Takšno varjenje je običajno (po nasvetu profesionalnih varilcev) preobratna metoda. Če želite to narediti, morate uporabiti pomoč nekoga drugega, saj ni lahko ravnati samo s to nalogo. Treba je spomniti, da mora šiv vedno ostati spodaj.

Profesionalno plinsko varjenje se izvaja na 4 sprejemih, pri katerih je šiv pogojno razdeljen na štiri dele.
V 4 sprejemih se izvaja popolno varjenje s plinom. Če želite to narediti, morate približno deliti celoten šiv na 4 segmente. Po tem se začne točkovno varjenje, pri katerem se zapolni prvi del, ki "gleda" na vas. Nato se spusti in že morate nabrati segment, ki je bil prej na vrhu cevi. In v tej različici varilnega dela bo potrebno rešiti problem, povezan s tem, kako priti do dela odcepljenega šiva, ki se nahaja v bližini stene (ali v stropu). V tem primeru je varjenje s pomočjo ogledala nesprejemljivo, zato je potrebno le še enkrat odrezati določen del cevi. Ta metoda se je imenovala varjenje z "vizirjem" zaradi dejstva, da oblika izrezanega območja cevovja spominja na vizir. Ko je enkrat izvlečen, bo mogoče zvariti prej odklopljeni šiv iz notranjosti cevi. Potem morate vrniti rezbarsko kositer in ga zavariti samikraj
Nazaj na vsebino
Prednosti dela z varjenjem brez plinov brez prelivov

Pred začetkom varjenja morate nositi popolno obleko.
Če nameravate izdelati cevni priključek, katerega premer doseže 100 mm, potem brez plinskega varjenja brez tega ne morete. S pomočjo varjenja s plinom se lahko hitro in relativno enostavno izvede varjenje, da se povežejo cevi iz neželeznih kovin. Pri delu z varjenjem s plinom, vam ni treba opravljati zelo resnih pripravljalnih del, na primer, ni potrebno rezati niti na ceveh, da bi jih nato zavrtili skupaj. Plinsko varjenje omogoča močno in tesno povezavo dveh ali več kovinskih cevi brez prelivov. Da bi uravnali temperaturo plamena, morate le zavrteti plinski gorilnik. V primeru električnega varjenja to ne bo mogoče. Zato bo verjetnost gorenja kovine zelo majhna.
Ta vrsta varjenja bo zmanjšala morebitne madeže staljene kovine v cev. Da bi se temu izognili, tako v plinskem kot električnem varjenju, se uporabljajo posebne spojke. Postavijo se neposredno na mesto priključitve obeh cevi, po tem pa se ne varita dve cevi, ampak prvi konec sklopke je privarjen na eno cev, nato pa je drugi rob privarjen na drugo cev.
x
Nazaj na vsebino
Varnostni ukrepi pri delu z varjenjem s plinom
Kot pri vsakem drugemDruga oblika varjenja, plinsko varjenje cevi je zelo nevarno. Zato je treba upoštevati vsa potrebna pravila za varno delovanje vse opreme. Najprej morate predhodno očistiti robove cevi, ki bodo nagnjeni k varjenju. Če se ta postopek opravi ob lesenem pokrovu, ga je treba vnaprej zapreti z zaščitno folijo. Ne pozabite, da mora biti poleg nje vedno prisotna voda. Plinski gorilnik deluje zelo tiho, zato ga lahko včasih pozabimo. Zato za kratek čas odhoda od nekje vedno zaprite ventil. Ko ga odprete, nikoli ne delajte hitrih in ostrih premikov, ne poskušajte ga odpreti do maksimuma. To ne bo povzročilo povečanja plamena gorilnika, vendar se bo verjetnost požara znatno povečala. V času, ko varjenje ni izvedeno, mora biti plinski grelnik v navpičnem položaju. To je potrebno, da preprečimo, da bi utekočinjeni plin zapiral ventil. Strogo je prepovedano držati gorilnik v bližini vnetljivih snovi.