Vsebina:
- Kako izdelati profilno cev??
- Podrobnosti?
- Podrobna navodila za oblikovanje samodejnega cevnega loka?
- Raznolikost cevnih lokov?
- Nakup cevi za profilno cev?
Cevni lok je naprava, namenjena za upogibanje cevi. Takšen mehanizem se uporablja v proizvodnji, pri izdelavi izdelkov iz cevi in v vsakdanjem življenju.
Cevovod, ki je izdelan z napravo slabe kakovosti, ne bo trajal dolgo, ker so v njenih različnih oddelkih verjetno krhki, kar pomeni zmanjšanje premera cevi in raztezanje, rafiniranje sten.
Določanje takšnih napak je praktično nemogoče, zato je edina prava možnost za razvoj dogodkov pravočasna in pravilna izbira cevnega loka, ki vas bo v prihodnje rešil od nepopravljivih težav.

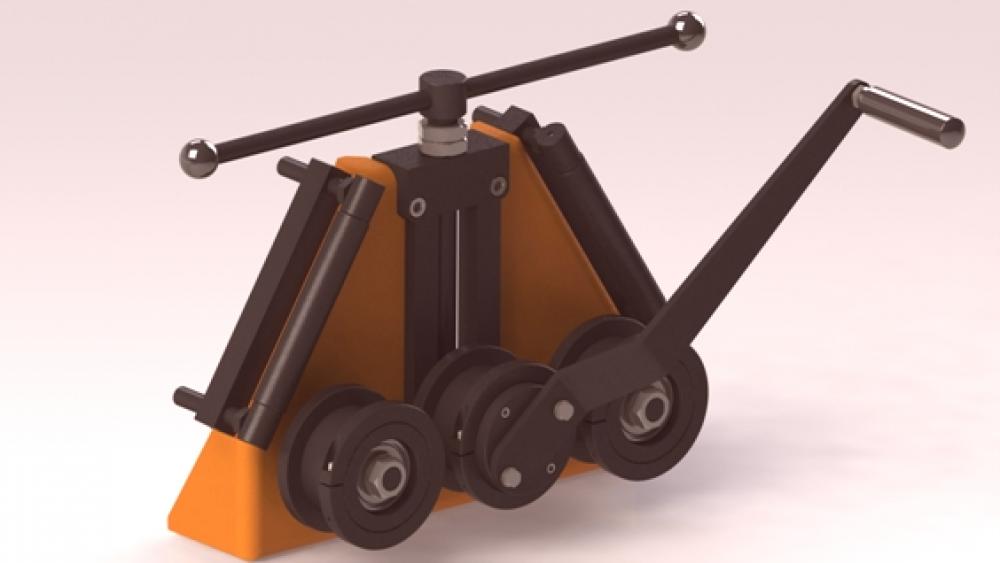
Stroj za upogibanje profilne cevi
Sodobni modeli cevnih lokov so sposobni:
- cevovodis premerom 5-1220 mm;
- krivljenje pri kotu 180 °;
- delo s cevmi iz popolnoma različnih kovin, od bakra in jekla, do PVC.
Obseg naprave za upogibanje cevi je presenetljivo velik: oskrba s plinom, kanalizacijski sistemi, sistem oskrbe z vodo, pa tudi proizvodnja in modifikacija različnih okvirnih konstrukcij, avtomobilov, industrijskih aparatov itd.
Kako izdelati profilno cev?
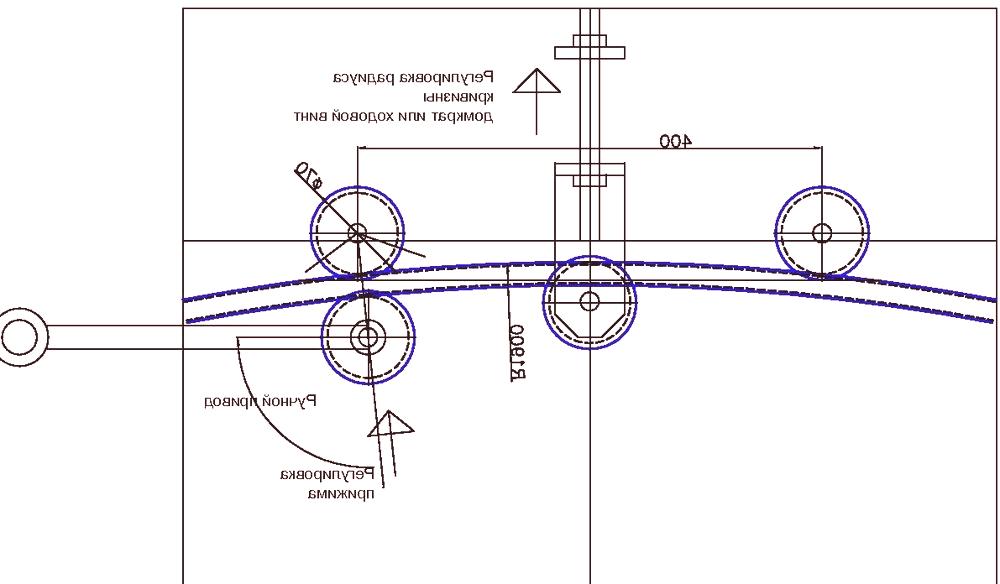
Osnovna shema cevnega loka
Cevni lok je lahko kupiti, predstavljen je v velikem številu tipov in cenovnem razponu, ko pa poveljnik nepostavlja napoleonske načrte in mora v svoji kopalnici ukriviti le nekaj cevi, da bi kupil drago enoto, ni lova.
V tem primeru lahko napravo napravite sami.
Obstaja veliko načinov za izdelavo naprave.
Najlažji način pri merjenju kota upogiba je pritrditev lesenih lastnikov in valjev, nato pa cev, ki je pritrjena na lastnike, upogne na valj.Kljub temu, ko želite, da bi dobili cev ovinka, po svojih značilnostih in videzu blizu tovarne, očitno priročnik, morate narediti napor.
Najboljša možnost je, da v primeru, ko je v vašem orodju na voljo varilec, lahko opravite prilagoditve v nekaj urah.
Podrobnosti
Samostojna naprava je sestavljena iz naslednjih delov:
- obraza (pritrdilni mehanizem);
- 3 valji;
- glavni luknjač, to je osrednji valj, ki je namenjen upogibanju s tlakom na cev z vijačnim vijačenjem, poleg tega pa je več vrtljajev, močnejša je stopnja upogibanja cevi;
- Za držanje obdelovanca sta potrebna dva valja.
Podrobna navodila za konstrukcijo samodejnega cevnega loka

Različni tipi kolen
Cevni loki so razvrščeni glede na vrsto pogona in metodo upogibanja.
Po vrsti pogona so naprave nato razdeljene na:
- Priročnik , ki so najbolj ekonomična možnost, vendar potrebujejoveliko dela za uporabo.Uporablja se pri upogibanju cevi majhnega premera iz barvnih kovin in nerjavečega jekla.
- Hidravlika , ki se uporablja za krivljenje cevi premera ne več kot 3 palce.Takšna naprava se šteje za profesionalno, je uporabna v proizvodnji, ne zahteva delavca, upravljanje z njimi, posebna prizadevanja.
- Elektromehanski , ki se uporablja pri delu s cevmi skoraj vsakega premera.Takšne naprave zagotavljajo visoko natančnost upogibanja.Čeprav so takšne enote najdražje, njihova cena v celoti kompenzira njihove zmožnosti, zato je to najpogosteje uporabljena naprava v velikih podjetjih z velikimi ukrivljenimi naročili.
Po metodi upogibanja so razdeljeni na vrste, kot so:
- Samostrel- majhnost, kompaktna enota je primernaza upogibanje do 90 stopinj.Deluje lahko tako v vertikalnem kot v vodoravnem položaju.
- Dorn- najbolj učinkovit, nadzorovan računalnik,Velja za upogibanje v industrijskem merilu.
- Vzmet- uporabljamo predvsem za vgradnjo klimatskih naprav, visoko natančnost, izogibanje krivinam.
- Segmental- Primerno za upogibanje cevi z vlečenjem okoli posebnega segmenta.
Zaradi tega vam široka paleta izdelkov omogoča, da izberete točno enoto, ki bo idealna za vsako posamezno delo.
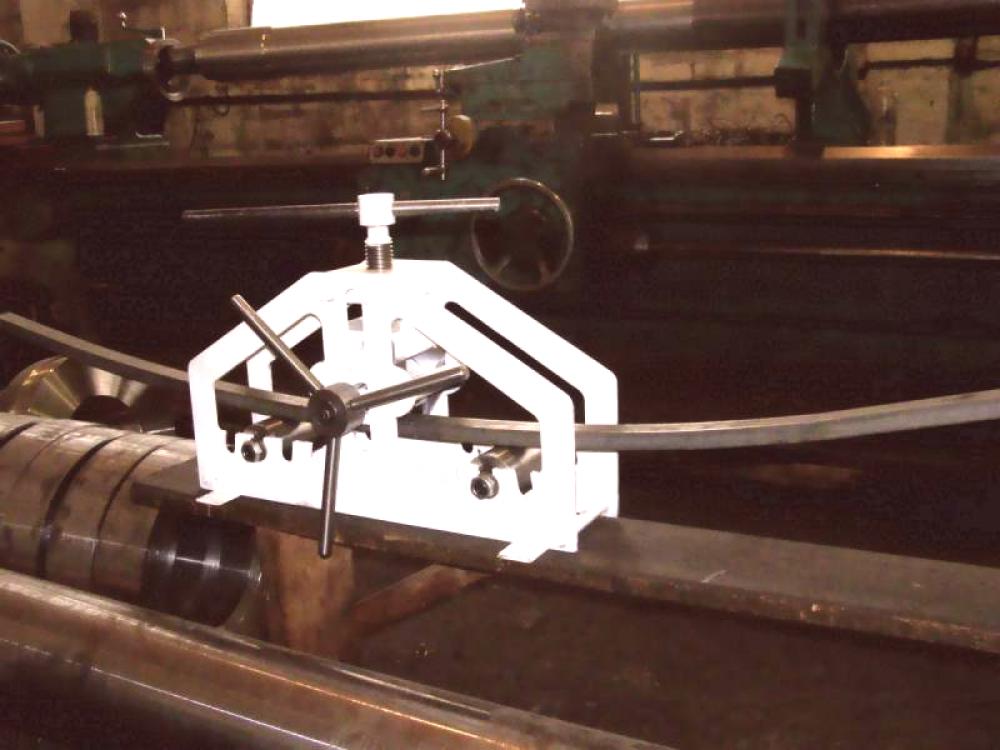
Najlažje serijske cevi za profilne cevi
Nakup cevi za profilno cev
Za delo s profilno cevjo se najpogosteje uporablja profil valja.
Ta stroj izvaja postopno upogibanje in izjemno previdno: najprej se cev rahlo izkrivlja s pomočjo osrednjega valja, nato se celoten obdelovanec večkrat prevrne v dolžino, pri čemer se vsaka stopnja ukrivljenosti zviša, dokler uporabnik ne potrebuje indeksa upogibanja.
Profili se lahko uporabijo, kadar obstaja potreba po zelo velikih polmerih upogibanja, potrebno je izdelati obročke cevi, loke, loke.
Takšna naprava pa ne velja za majhne krivine, zato se ne uporablja v cevovodih in opremi vozil. Cena take enote je visoka in pri izbiri modela "produktivni" razred, bistveno presega znesek 50 tisoč rubljev.
Kot alternativo profilu si lahko predstavljamo navzkriżni tip hidravlićnega pregiba cevi.To je najbolj priljubljen model na trgu zaradi ogromnegaizbor, stopnjevanje cen od najcenejših do najdražjih.
Čim višji so stroški takega agregata, seveda višja kakovost prilagodljivega in obratno. Največji upogibni kot je 90 stopinj.Pomanjkljivost je, da se z dovolj velikim zavojem tuljave obdelovancec zlomi glede na luknjač (to je osrednji valj, ki pritiska na cev, do katere pride do deformacije, ki je upogib).
No, nekakšna "zlata sredina na trgu, obstaja več vzvodov, ki se ukrivijo.V tem tipu je stopnja upogibanja krmilnika.
Izvaja se s kotomerjem ali digitalnim merilnikom kota, nameščenim na profilni cevi.Ta možnost je udobna pri uporabi, visoka natančnost tudi pri vsakodnevni uporabi in ima demokratično vrednost.
Na primer za znesek 17-20 tisoč rubljev.lahko kupite varianto za ročno nagibanje in za 6070 tisoč rubljev.- hidravlična, značilna industrijska kakovost, ki je na voljo v domačih pogojih.
To je najbolj vsestranski tip naprave, s katerim lahko brez nepotrebne manipulacije izdelujete kakovostne izdelke, tudi iz tankih ali mehkih cevi.




