Vsebina: [skrij]
- Tehnologija polipropilenske cevi
- Potrebno orodje
- Postopek montaže

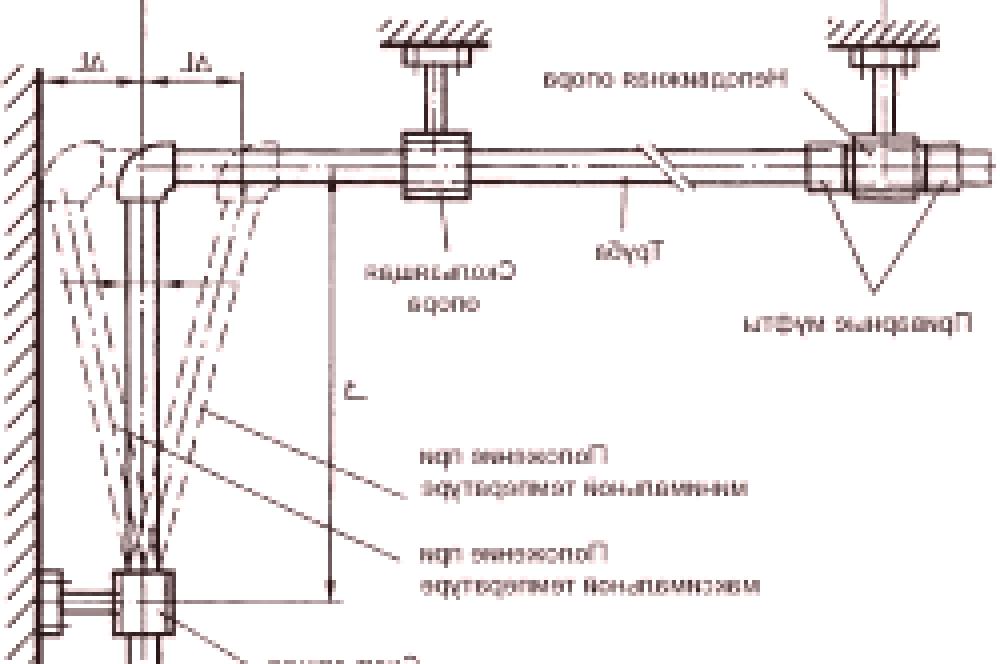
Shema pritrditve polipropilenskih cevi.
Tehnološke, zanesljivejše, enostavne za uporabo, poceni polipropilenske cevi brez vzdrževanja so osvojile srca vodovodarjev in vodovodarjev z vsega sveta.
Pravilno varjeni spoji polipropilenskih cevi ne tečejo, ne potrebujejo popravila in zamenjave tesnil, saj tvorijo celovito, neločljivo strukturo.Medtem ko zbiranje komunikacij iz navadnih cevi ne more iti za eno uro, vgradnja vodovodne cevi iz polipropilenskih komponent ni veliko dela in jo lahko praktično izvede vsakdo, od orodja pa je mogoče zahtevati samo minimalno spajkanje, nož in merilno orodje.
Shema vgradnje polipropilenskih cevi.
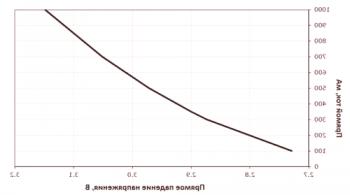
Poleg očitnih prednosti tega materiala ima tudi določeno značilnost, ki jo morate poznati pred začetkom gradnje oskrbe z vodo.Cevi iz polipropilena imajo precej visok koeficient linearne ekspanzije.To pomeni, da imajo s povečanjem lastne temperature lastnost, da se poveča tako po dolžini kot po širini.Razumeti, koliko se bo cev v praksi povečala,obstaja formula, za katero lahko izračunate dejansko podaljšanje cevi. Spreminjanje dolžine ploskve = koeficient linearne ekspanzije * dolžina mesta * temperaturne razlike, kjer temperaturna razlika pomeni razliko med temperaturo, pri kateri je bila izvedena montaža, in temperaturo ogrevanja. Polipropilenske cevi obstajajo v dveh različicah: ojačane in konvencionalne (neojačane). Glede na tip polipropilenske cevi se spremeni tudi koeficient linearne ekspanzije. Za navadne, neojačane, je 0,15, za ojačano stekleno vlakno - 0,06, za ojačan aluminijasto folijo pa 0,05.
Tehnologija polipropilenske cevi
Nazaj na vsebino
Potrebna orodja
Montažo izvajamo z naslednjimi orodji:
x
- aparati za varjenje cevi iz polipropilena;
- konice za spajkanje;
- material za drgnjenje;
- škarje za cevi;
- končni pokrov;
- ruleta;
- brivnik (orodje za odstranjevanje folije iz ojačanih cevi);
- marker;
- sponke;
- rokavice;
- polipropilenske cevi.
Nazaj na vsebino
Postopek namestitve
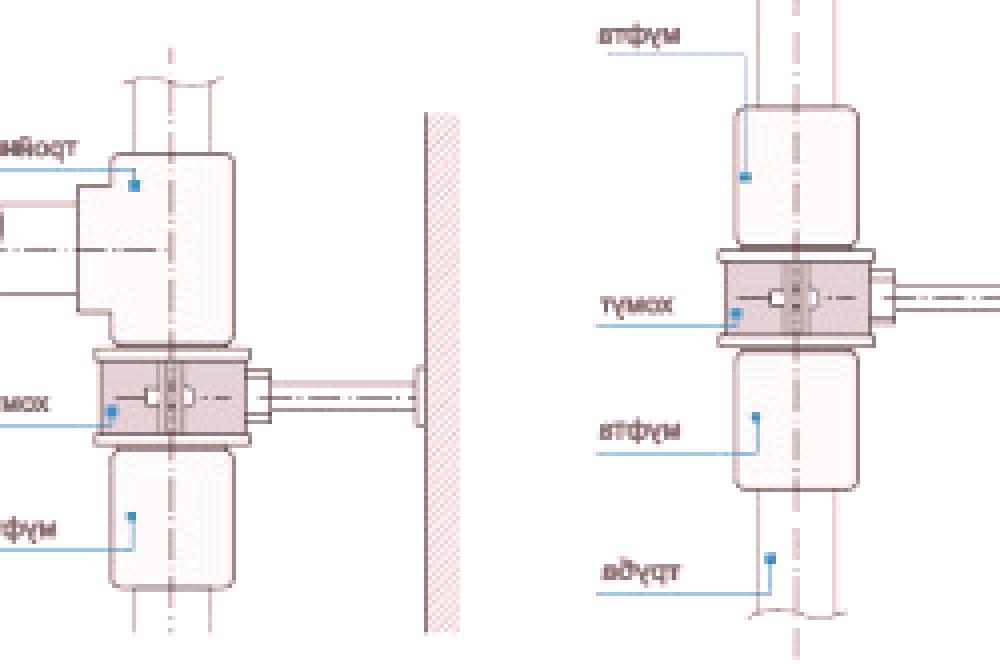
Shema vgradnje in spajkanja polipropilenskih cevi.
Vsa dela na namestitvi polipropilenskih cevi se izvajajo v dobro prezračevanem prostoru pri temperaturi, ki ni nižja od 0 stopinj Celzija. Pri nižjih temperaturah se plastika strdi hitreje, kot je potrebno, kar bo povzročilo nizke kakovosti spojin.
Odločiti se je treba o izbiri cevi. Za vročo vodoNajbolj primerni so ojačani zaradi nižjega koeficienta linearne ekspanzije, za hladno pa običajno debelo neojačano cev. Škarje morajo rezati polipropilensko cev zahtevane dolžine. Če je cev ojačana z aluminijem, se brivnik odstrani z zunanje strani folije, ker ne pride do vgradnje armature in neočiščene cevi. Ta postopek se izvede v primeru, da aluminijev sloj prehaja od zunaj. Ko je cev ojačana s folijo v notranjosti, kar pomeni, da je kovina na obeh straneh prekrita s plastiko, brivnik ni potreben, ker ojačitev ne preprečuje kakovostne oprijemljivosti. Nadalje se adhezije razmastijo in posušijo.
Varilni stroj ima teflonsko prevlečeno teflonsko glavo, ki zagotavlja proti-lepljivost, ki ima dve strani, za cev in za armaturo. Glave imajo različne premere. Pred vklopom naprave je potrebno pritrditi tiste, ki bodo uporabljeni za izbrane komponente na ogrevani merkaptan. Potrebno je pritrditi napravo za varjenje na stojalo in nastaviti temperaturo ogrevanja na 260 stopinj Celzija. Ko se enota segreje (približno 5 minut), se cev vstavi v vročo šobo, pritrjen nastavek pa se postavi na nasprotno stran šobe do konca. Notranji premer fitinga mora biti nekoliko manjši od zunanjega premera cevi. Pri vgradnji cevi in pritrditvi na glavo, ki je nameščena na stroju, ne dovolite rotacijskih gibov, saj jih lahko poškodujete, kar bo povzročilo slabo kakovost oprijema. Po postopkuče so šobe zaključene, je treba počakati, da se elementi prihodnosti vodovodnega sistema dovolj segrejejo.
x
V navodilih vsakega varilnega aparata so podatki, ki kažejo čakalni čas glede na premer cevi in globino varjenja.Čas čakanja se lahko določi tudi po metodi več vzorcev z doslednim povečanjem časa segrevanja, začenši od 1 sekunde.Pravilno izbran čas ogrevanja je zelo pomemben trenutek pri povezovanju propilenskih cevi.Slabo segreti deli se med seboj slabo prepletajo in pregreta bo naredila luknjo v mestu povezave preozko, kar oteži pretok vode.Če uporabljate testno metodo, potem morate doseči časovni segment, v katerem bo luknja v mestu varjenja premajhna, in vzemite časovno obdobje za sekundo manj.
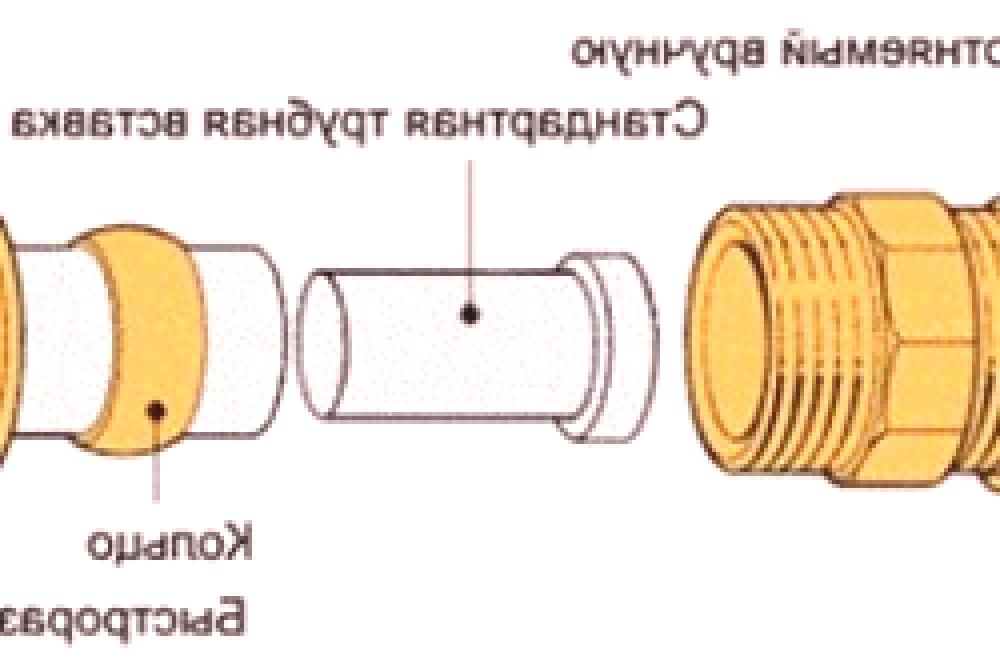
Shema navojnega priključka.
Po enaki vrsti grelnih elementov, brez rotacije, se odstranijo z glave spajkalnika in se namestijo drug na drugega, pri čemer so v tej fazi rotacijska gibanja nedopustna.Če je premer cevi manjši od 40 mm, je možno ročno izvedbo skupnega delovanja.Ko je premer cevi večji od 40 mm, uporabite orodja za centriranje.Vključevanje mora biti previdno, med prilagajanjem odstopanja od ravne črte - ne bi smelo biti.Ko so podrobnosti napredovale, morate počakati, da se staljena plastika zgrabi, da se zamrzne.Za to traja le nekaj sekund, po tem pa cev in fiting že tvorita enotno strukturo.
Za cevi s premerom več kot 60 mm, \ tuporablja se tehnologija sklepnih spojev.Ce želite ustvariti pravilne spoje, se cevi napajajo.Varilec je lahko opremljen s posebno plosko glavo za spajkalno varjenje.Po segrevanju lahko preprosto povežete dele med seboj s segretimi konci.
V skladu s tem algoritmom je sestavljena celotna konstrukcija cevi in šele potem je pritrjena na stene in na vhodne in izhodne komponente oskrbe z vodo: vire tople in hladne vode, kanalizacijske slive.Pri polaganju cevovoda iz ogrevalnega kotla je potrebno uporabiti kovinsko cev z minimalno dolžino 0,5 m kot adapter med kotlom in plastičnimi cevmi.
x
http://youtu.be/Feks4uC2YHc
]Zaradi razširjene zmogljivosti bi morala biti namestitev polipropilenskih cevi delno izvedena na sponkah ali drugih pritrdilnih elementih, kar omogoča komunikacijo med njimi .Pri načrtovanju cevovoda je razdeljen na sekcije, katerih robovi so pritrjeni na stacionarne nosilce, za pritrditev notranjega dela pa se uporabljajo mobilne, drsne podpore in kompenzacijske strukture za ohranitev celovitosti cevi med njihovim gibanjem in raztezanjem zaradi temperaturne razlike.Tehnologija oskrbe z vodo v stenah vključuje uporabo posebnih ohišij, ki ležijo v steni, nato pa že zamujajo komunikacijo.Obstajajo načini za nadomestitev linearne širitve z nekaterimi elementi, ki so vključeni v komunikacijsko shemo, ki preprečujeprekomerne krivine, cevne zlo in možnost, da so samo počile. Kompenzacijske strukture so naslednjih tipov: G-oblike, P-oblike, zanke in premaknjene osi cevovoda.
x
Na koncu varilnega dela se glave varilca očistijo iz staljene plastike, dokler se ne strdi s krpo.