Vsebina: [skrij]
- Uvod v vprašanja
- Vrste priključkov
- Priključek in kotna povezava
- povezava
- zahteve za materiale in varilce
- Osnovna pravila za pripravo cevi za varjenje
- sredstva za varjenje
- za varjenje tlaka
- varjenjetaljenje
Uvod v vprašanja
Tehnološki cevovodi se proizvajajo in nameščajo na različne načine.Vendar pa je najbolj razširjena in najbolj sprejemljiva od njih varjenje.Ta postopek se izvaja po industrijski metodi, kjer se aktivno uporablja avtomatsko ali polavtomatsko varjenje.
Tehnološki cevovodi so nameščeni in izdelani na različne načine, vendar so zvari najpogostejši.
Tukaj bomo obravnavali tehnologijo varilnih cevi.Industrijski način je mogoče variti cevovode tako iz kovinskega materiala kot iz nekovinskega.
Obstajata dve glavni metodi industrijskega varjenja cevi: tlak in taljenje.
Vsaka od teh metod je razdeljena na več metod.Na primer, varjenje s pritiskom se deli na:
- Hladno;
- Tlak plina;
- Pritisnite;
- Trenje;
- Termiti;
- Kontakt;
- Ultrazvok.
govorimo o talilno varjenje, obstajajo naslednje vrste:
- električnega obloka v zaščitni plini;
- električni oblok pod pretokom;
- ročni električni oblok;
- elektrolitska šoba;
- Plin.
Ti seznami niso bili uspešnejšiuporabljajo metode. Dejstvo je, da so se začeli uvajati šele pred kratkim. Gre za varjenje z elektrodnimi žicami (prah in goli) in tudi pri varjenju spojev, ki se izvaja pri visokofrekvenčnem ogrevanju. Te metode so precej moderne, njihova tehnološka zmogljivost pa je višja kot na druge načine.
x
Treba je opozoriti, da so danes najbolj razširjene metode varjenja danes tiste, ki so narejene s fuzijo . Gre za ročno plinsko in električno obločno, avtomatsko in polavtomatsko, električno kontaktno in električno obločno varjenje.
Nazaj na vsebino
Vrste povezav

Pri varjenju cevi se uporabljajo naslednje vrste spojev: spoji, koti, prirobnice.
Za različne vrste cevi z različnimi nameni se uporabljajo različne vrste varjenja. Vendar pa se skoraj vedno uporablja izmenični tok. To je posledica dejstva, da je uporaba te vrste električne energije ugodnejša z vidika varčevanja z energijo iz vira stalnega toka.
Pri varjenju cevi se uporabljajo naslednje vrste povezav:
- Palica;
- kot (pod kotom);
- Preliv.
Vsaka od njih je razdeljena na več podvrst, ki se razlikujejo po parametrih, kot so število šivov, prisotnost ali odsotnost poševnih robov, način spajanja itd.
Nazaj na vsebino
Vhodna in kotna povezava
Najbolj trpežna vrsta varjenja so spoji. Tehnologija takšnihVarjenje vam omogoča, da naredite različne povezave pod številnimi koti, kar nekoliko vpliva na trdnost sklepa.Pri priključitvi sta dve vrsti spojev: vzdolžni in prečni.Za varjenje cevovodov se navadno uporabljajo prečni spoji, ki omogočajo vlečenje celotnega oboda premera cevi.Vzdolžni so potrebni tudi za varjenje delov cevi.
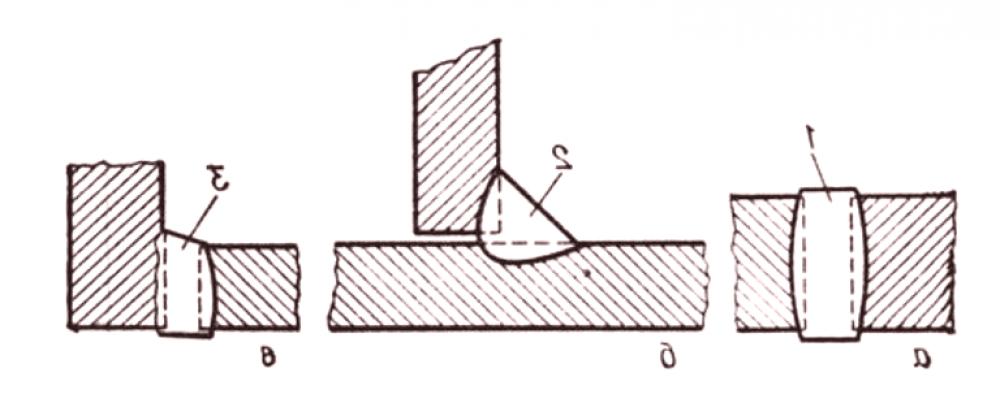
Shema kanalske in vogalne povezave.
Varjenje s palico se lahko izvaja z enim ali dvojnim šivom.Slednja možnost poveča moč povezave.Tako se v ceveh s konvencionalnim prehodom premera do 500 mm uporablja en šiv in dvojni cevi s premerom običajnega prehoda več kot 600 mm.
Tudi pri varjenju s šivom se uporabljajo obroči za obloge za povečanje trdnosti.Vendar pa je tehnologija izdelave cevi takšna, da je uporaba blazinic nespametna, saj bodo zmanjšali pogojni prehod, ustvarili zmanjšanje premera in ustvarili visoko odpornost na delovanje cevi.
Pri povezovanju cevi s kakršnimi koli dodatnimi podrobnostmi se uporablja še en podvrsti varjenja s čelnim varjenjem - kotno varjenje.Varjenje pod kotom je lahko bodisi s stožčastim robom ali brez stožca.Moč takšne povezave je nekoliko nižja od zgoraj prikazane.
Nazaj na vsebino
Fraktalna povezava
Shema priključka vihra.
Najnovejši tip varilne povezave se potaplja navznoter.Ta vrsta povezave je najbolj krhkazastopan. Vendar je v nekaterih primerih njegova uporaba upravičena. Nikoli se ne uporablja za povezovanje kovinskih cevi, ampak samo za varjenje nekaterih delov. Za povezavo se ta metoda uporablja samo, če je material cevi iz umetne mase ali drugih nekovinskih materialov. V nekaterih primerih se za cevi iz neželeznih kovin uporablja prekomerno varjenje.
Prekrivna tehnologija varjenja vključuje tri vrste tega postopka: v spodnjem položaju varilnega šiva, v zgornjem in navpičnem. Prostorni spoji se obračajo in se ne vračajo. Ko govorimo o slednjem, je treba opozoriti na njegovo kompleksnost in stroške.
Najpreprostejši šiv je šiv v spodnjem položaju. Pri izdelavi standardnih cevi se uporablja ta šiv, ki ustvarja rotacijski spoj. Za izdelavo tehnološko bolj zapletenih cevovodov uporabite nepovratni spoj in šiv v navpičnem ali zgornjem položaju.
Nazaj na vsebino
Zahteve za materiale in varilce

Vsak delavec mora, ne glede na kategorijo varilnih del, položiti poseben šiv na razdalji 3-5 cm od šiva.
Za začetek varjenja cevovodov morate poznati nekatere zahteve, ki veljajo za materiale. Tudi za izvedbo te operacije morate imeti ustrezno usposabljanje in kvalifikacije. Pomemben dejavnik so izkušnje in zdravje.
Zato je za izvedbo varjenja cevovoda treba poznati nekatere parametre istegacevovod in material šiva.Kovinski šiv mora imeti plastičnost in trajnost, ki ni nižja od podobnih indikatorjev glavnega kovinskega cevovoda.
Varilci, ki zaženejo kovine kategorij 1 do 4, morajo biti usposobljeni v varnostnih postopkih.Poleg tega morajo delavci imeti potrdilo, ki potrjuje, da so testi opravljeni.Te postavke so predpisane v glavnih regulativnih dokumentih.
Glede varilnih del kategorije 5 je treba povedati naslednje.Dovoljeno jim je delo brez sojenja.Zadosten pogoj za sprejem v takšna dela je majhen test, ki je sestavljen iz uspešne izvedbe preskusnih spojev kategorije 5.Ne glede na kategorijo varilskih del je vsak delavec dolžan dati poseben šiv na razdalji 3-5 cm od šiva.
Nazaj na vsebino
Osnovna pravila za varjenje varilnih cevi
Za izvedbo varjenja tehnoloških cevovodov jih je treba najprej pripraviti pred tem postopkom.Končna kakovost dela je odvisna od tega procesa.Zanikanje tega postopka lahko stane ne le kakovost končnega izdelka, ampak tudi zdravje delavca.
Za pravilno pripravo cevovodov za varjenje morate natančno upoštevati vse zahteve in obstoječe načrte.Prva faza pri pripravi cevi za varjenje je njihovo rezanje po risbah.To je treba opraviti previdno, pri čemer je treba upoštevati prvotno odobrene mere.
Nadalje, končna obdelava robov robov, kar boza varjenjeTa postopek vključuje izdelavo stožca (obdelave), končno čiščenje in centriranje robov.Pri izvajanju teh operacij se je treba držati natančnosti in dobro razumeti tehnološki proces.
Nazaj na vsebino
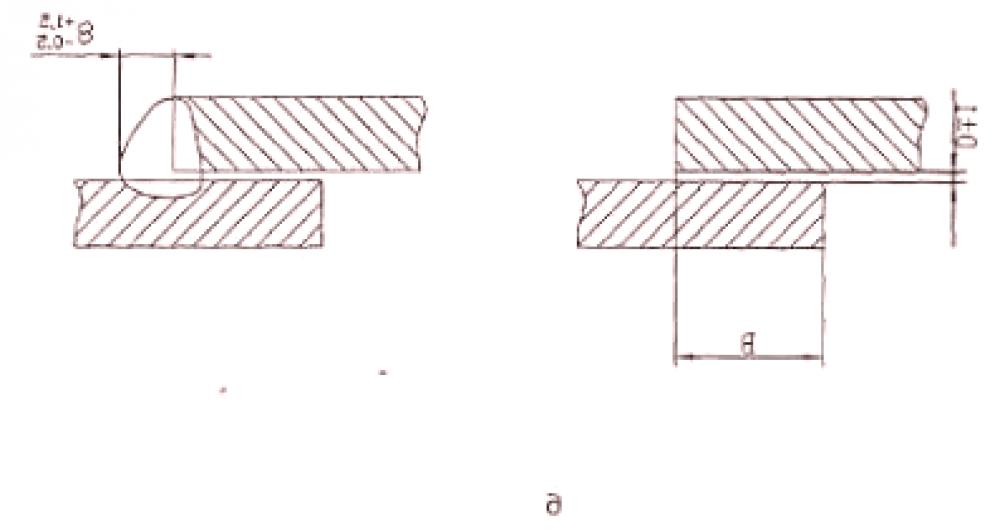
Priprava na varjenje
Kos posnetja mora biti takšen, kot je prikazan na risbi.Tukaj morate biti zelo previdni in pozorni.Za nadzor poravnave poševnega kota s podanimi parametri obstaja posebno orodje - šablona.S pomočjo katerih je potrebno preveriti pravilnost vrednosti kota.
V skladu s tehnološkimi zahtevami morajo biti konci cevi pravokotni na vzdolžno vodoravno ravnino.Za potrditev teh parametrov se uporabljajo orodja, kot so kvadratni koren in ravnilo.Pravilna določitev teh parametrov vpliva na točnost spajanja sestavnih delov cevi.
Končno čiščenje vključuje odstranjevanje spojev cevi iz vseh snovi, ki lahko poslabšajo kakovost varjenja.Te snovi vključujejo: olje, rjo, oksidacijo, umazanijo itd. Čiščenje naj pokriva prostor 20-15 milimetrov od stičišča v vseh smereh.Ta postopek se izvaja s kovinskimi ščetkami.Uporabljate lahko tudi brusilne stroje ali bruse.
x
Zadnji postopek, po katerem bodo cevni odseki popolnoma pripravljeni za varjenje, je centriranje spojev.Ta postopek je odvisen od natančnosti povezave.Pravilna poravnava zagotavlja natančno ujemanje spojev cevi in njihovih elementov.Ta postopek mora bitiravnati samo z izkušenim delavcem
Nazaj na vsebino
Varjenje pod tlakom
Kot smo že omenili, obstaja več vrst varjenja, ki omogočajo združevanje cevovodov.Tehnološke razlike vsake od teh metod nam omogočajo, da jih uporabimo za različne materiale in za različne namene.Tukaj bomo upoštevali takšno vrsto cevnega priključka kot varjenje pod pritiskom.
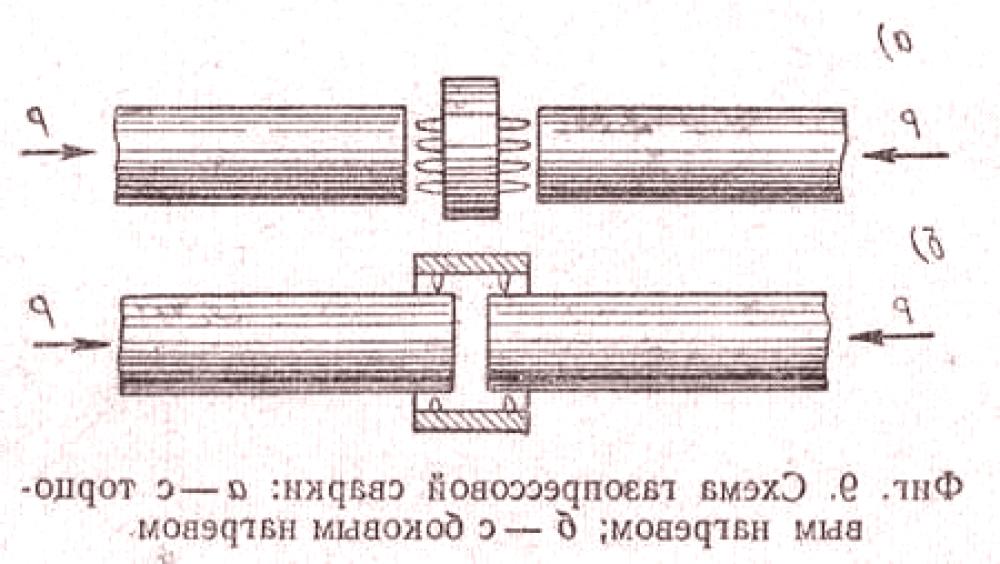
Shema varjenja pod tlakom.
Tehnološke posebnosti takega načina priključitve cevovodov so naslednje.Pri varjenju se uporablja visoka temperatura, ki segreje površine priključnih delov.To se izvede s segrevanjem elementa, ki je vstavljen med elemente.Ogrevani material se sprošča do temperature, po kateri se segreje element.Ogrevani deli se združijo pod visokim tlakom in ohladijo.To vodi do priklopa in prijemanja.
Varjenje pod pritiskom ima več prednosti, vključno s tehnološkimi.Glavna prednost varjenja pod pritiskom pa so njegove fizikalne lastnosti.Torej, najpomembnejši parameter, kot je trdnost, tlačno varjenje, je veliko višji kot pri palici ali kakšni drugi.Treba je opozoriti, da ta vrsta varjenja ni tako primerna za povezovanje cevovodov velikega premera.
Za izvedbo varjenja pod pritiskom potrebujete grelni element.To orodje ima ravno površino, kar je predpogoj za priključitev cevovodov.Glede nanaprava lahko spremeni vrednost premera, ki je potreben za določene cevovode.
Da bi kakovostno varjenje izvajali pod pritiskom, morate upoštevati več parametrov. Najpomembnejša je temperatura ogrevanja. Moral bi biti precej visok. Varjenje pod tlakom je treba izvesti v stanju, da se kovino pretvori v temperaturno fluidnost.
Drugi parameter, ki vpliva na kakovost povezave med varjenjem pod pritiskom, je trajanje ogrevanja. Čim višji je ta kazalnik, tem bolj kvalitativni in prilagojeni križišču bodo kovinski cevovodi. To stanje kovine mora ustrezati silam, ki so dodane tlaku.
x
Zadnji parameter je pritisk, ki ga ustvarja napor. Ta prizadevanja morajo biti dovolj visoka, da zagotavljajo kakovostne, trajne in zanesljive spoje cevovodov. Prizadevanja za ustvarjanje pritiska bi bilo treba dodati na obeh straneh in nujno enakomerno.
Nazaj na vsebino
Talilno varjenje
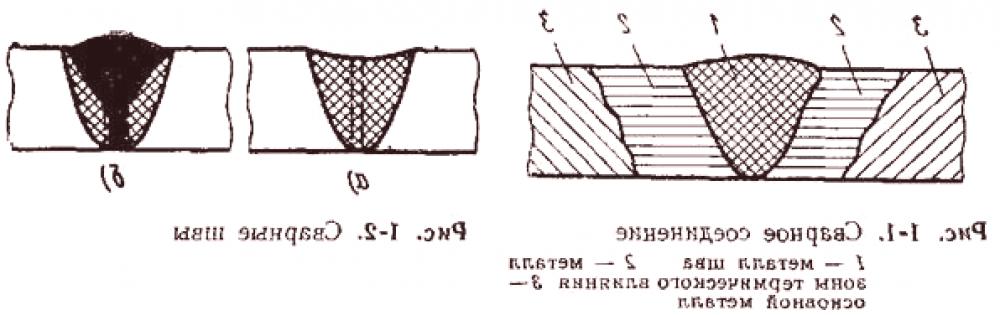
Shema varjenja s taljenjem.
Zdaj pa govorimo o taljenju varjenja. Kljub temu, da je ta vrsta varjenja manj trajna, je v proizvodnji še bolj razširjena kot tlačno varjenje. To je mogoče pojasniti z dejstvom, da je obravnavana metoda, njene tehnološke značilnosti enostavnejša od varjenja pod pritiskom.
V nasprotju z varjenjem pod tlakom se obravnavana operacija opravi s segrevanjem površine in povezavo z varilnim šivom. Razmislite najlažji način, ki ga ne potrebujetekompleksne tehnološke zahteve. Ta metoda je primerna za varjenje cevovodov majhnega premera.
Gre za ročno varjenje z električnim oblokom. Za varjenje cevovodov na ta način boste potrebovali:
- Set elektrod;
- Varilni stroj, po možnosti napajan z izmeničnim tokom;
- Maska za varilec in drugi zaščitni kombinezoni.
Varjenje vključuje povezavo cevi, kjer je celoten premer cevovoda zapečaten.
x
Postopek je tesnjenje celotnega premera spoja cevovoda, ki ga proizvaja varilec. Ogrevanje se izvaja z električnim lokom, ki ga generira elektroda. Posebna elektrodna črpalka ustvarja plast šiva, ki varuje mesto pred zunanjimi vplivi.