Vsebina: [skrij]
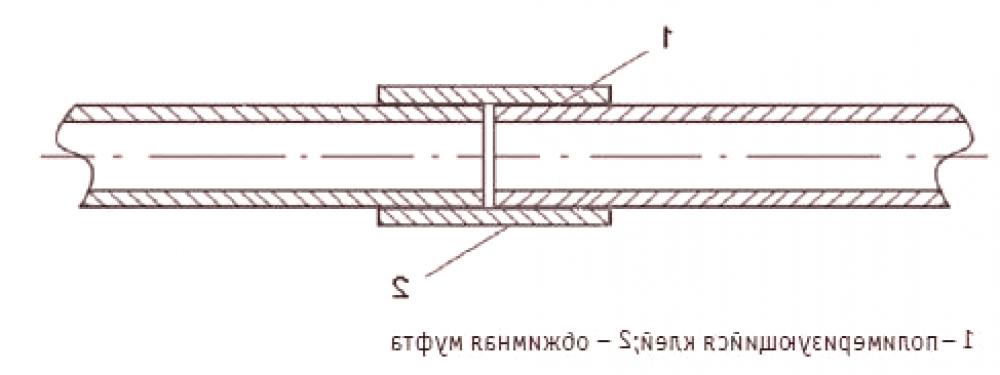
- Način muft
- Metoda elektromobilnosti
- Metoda vezave
Ali morate v vašem stanovanju vgraditi cevovode v vaši praksi? Če ste potem zbrali in popravili kovinske dele, potem ta praksa postaja neobvezna. Polietilenske nizkotlačne cevi (HDPE) so bile popolnoma zamenjane s kovino. Plasti tega cevovoda povezujejo varjenje. To vam omogoča, da namestitev cevi z lastnimi rokami. Za povezavo polietilenskih komponent bo potrebna druga oprema in nova znanja. Varjenje - ime je poljubno, saj se povezava izvaja s kemijsko reakcijo polimerizacije. Kot rezultat reakcije in difuzije dobimo monolitno spojino.

Zaradi varjenja se doseže monolitna povezava, katere trdnost presega trdnost same cevi.
Pred začetkom dela se prepričajte, da so varjeni deli polietilena (HDPE) istega razreda. Varjenje polietilenskih delov poteka na tri načine:
- Mute;
- elektromotor;
- Priključek.
Način muft
Za to metodo se uporablja posebna varilna naprava - spajkalnik. Opremljen je z nizom šob. Premer šob ustreza standardnim velikostim okovja. Pri varjenju rokavov so cevi z IPD povezane z armaturami. Varjene površine so deli armature in cevi. Fitingi so lahko različnih konfiguracij: tees, vogali, spojke.
Pribor mora biti vedno kupljen z zalogo. To je tov primeru neuspešnega varjenja.
Končna povezava ne sme imeti "dotoka" v cev. To zmanjšuje pretočnost cevovoda.
Če prvič opravljate delo z lastnimi rokami, lahko pride do izkrivljanj ali neuspešnih povezav. Varjenje se ne bo zgodilo.
Segrevanje polietilenskih sestavnih delov se izvede tako, da se dotakne segrete varilne šobe. Varilna šoba je izdelana iz kovine. Strukturno je sestavljen iz dveh vijačnih delov. Del šobe, ki se uporablja za segrevanje notranje površine priključka, se imenuje privez. Druga polovica, ki je vstavljena v ogrevalno cev, se imenuje rokav. Šoba je vstavljena v luknjo za spajkanje z vijačenjem gredi in rokavov.
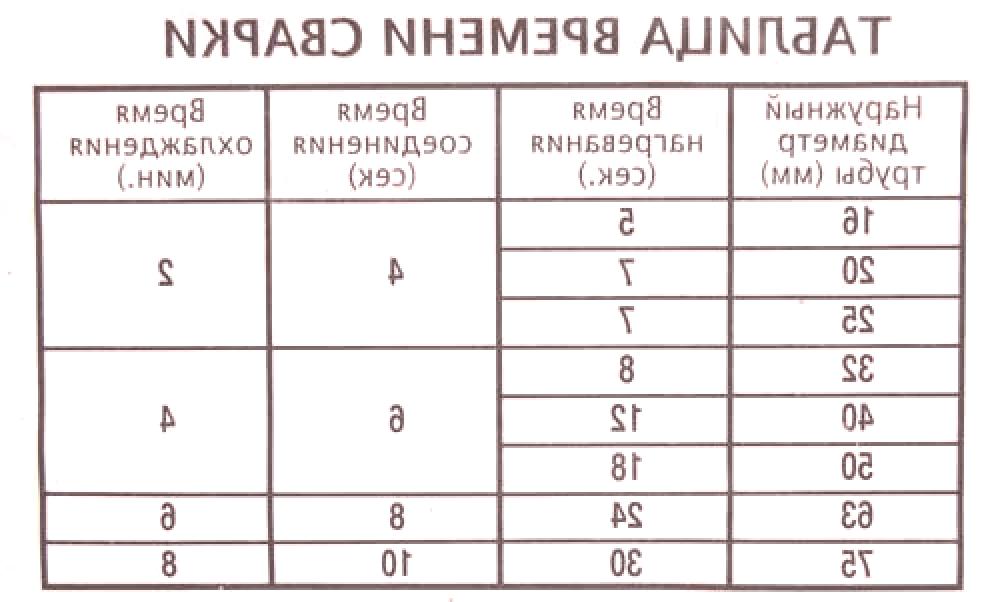
Pred montažo, pripravo in pritrditvijo za varjenje. Cev se s posebnimi škarjami razreže na želeno velikost. Prerez mora biti strogo pravokoten. Površine varjenih polietilenskih delov morajo biti čiste. Površine varjene šobe so tudi odstranjene iz ostankov prejšnjega dela. Prosti konci cevi so zatesnjeni, da se prepreči dodatno hlajenje.
Najprej se šoba segreje na temperaturo varjenja. Dejstvo, da je šoba segreje, indikator signali, nameščeni na telo spajkalnik. Nato se priključek postavi na postajo do konca in istočasno se v cev vstavi cev iz HDPE, dokler se ne ustavi. Za dosego teh ukrepov je treba vložiti nekaj napora zaradi razlike v premerih. Vse je treba narediti lepo, vendar hitro.
Pri varjenju je treba nadzorovati temperaturo ogrevanja varilnega aparata.
Med nameščanjem okovja in vnosom cevi do skrajnosti se z ekstrudiranjem navzven oblikuje dodatna plast njihovih površin. Kot rezultat ekstruzije na površinah polietilenskih delov se oblikuje obročasti zvitek, imenovan rešetka. Pomembno je, da v trenutku, ko dosežete priključek in cev, ustavite tlak na delu. Za nadzor doseganja postanka se lahko na cevi označi z oznako tveganja. Po nekaj sekundah odstranite dele iz šobe in vstavite cev v priključek, dokler se ne ustavi v obroču. Zaželeno je, da se pred polnim hlajenjem izognemo udarcem in drugim ostrim vplivom na prejeto neprekinjeno podrobnost.
Če nimate nameščenega okovja, bo med koncem cevi in notranjim omejevalnikom na voljo prostor z večjim premerom notranjega priključka in tanjšo steno. Navzven bo ta pomanjkljivost nevidna. Če se priključki roke stisnejo z nepotrebno veliko napora, bo v notranjosti okovja dodatna mreža. To bo ustvarilo dodatno odpornost na pretok vode ali plina.
Nazaj na vsebino
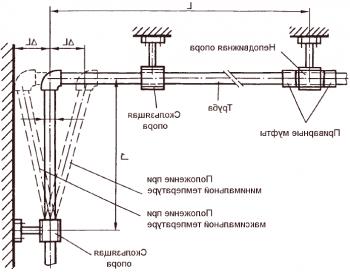
Elektromotorna metoda

Varjenje polietilenskih cevi s spoji mora biti izvedeno tako, da se prepreči izguba toplote, ki jo je treba zapreti z zapiranjem koncev.
Vgradnja polietilenskih cevi z elektromotornim postopkom poteka tudi z lastnimi rokami. Ampak, poleg rok, je nujno, da imate aparat za varjenje z elektrospižijo. Varjenje je narejeno iz polietilena z elektro varjenjems svojimi lastnostmi. V to vgradnjo vgrajene posebne spirale, ki predstavljajo grelni element. Del telesa priključka se stopi iz vročine vijačnice in se poveže s plastiko povezovalnih delov. Spirala ostaja v monolitni povezavi. Ustvari se zelo močna povezava. Ta metoda je relativno draga. Takšna instalacija se pogosteje uporablja pri sestavljanju plinovodov.
Cevovod se razreže v zahtevano velikost s posebnim rezilom. Varilec je konfiguriran v skladu z navodili. Varjene površine cevi PND in notranja površina elektromotorja se očistijo umazanije in razmastijo. Cevi predstavljajo tveganje za nadzor globine vhoda. Prosti konci cevi so zaprti, da se prepreči dodatno hlajenje. Cevi se vnesejo v elektroopremo, preden so oznake označene. Vse skupaj nepremično fiksiramo s posebno napravo. Priključite varilni aparat z elektrofitingom s posebnimi žicami. Napravo pritisnemo gumb "Start". Konec varjenja se samodejno prekine. Celotna zasnova ostane nepremična, dokler ni popolnoma ohlajena. Uporaba prejete povezave zahteva izpostavljenost vsaj 1 uro.
Nazaj na vsebino
Vezava
Varjenje cevi IPA z lastnimi rokami vključuje prisotnost posebne opreme.
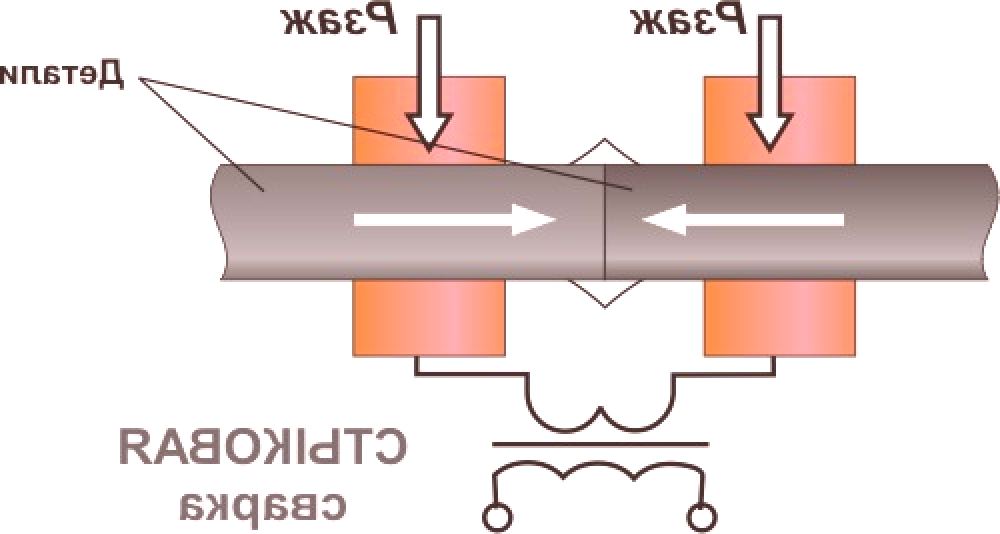
Pri bočnem varjenju posebno pozornost posvetite elastičnosti cevi.
- Centrator - naprava za pritrjevanje in stiskanjecevi za aksialno smer;
- Osna naprava z električnim pogonom za obdelavo koncev cevi;
- Ogrevalno zrcalo - za ogrevanje in taljenje koncev varjenih cevi, ima vgrajen termometer;
- Hidravlični pogon - ustvarja konstanten tlak z natančno nastavitvijo varilnega postopka. Pri napravah za varjenje cevi s premerom manj kot 160 mm se lahko uporabi mehanski pogon;
- Da bi izmerili premer in debelino sten cevovoda, bo potrebna kaliper.
x
Cevi morajo biti istega premera in debeline. Varjene površine se obdelajo tako, da nastanejo gosti stiki. Po tem se konci segrejeta na tališče. Ogrevalno zrcalo se odstrani, konci cevi pa se priključijo pod tlakom. Dobljeni zglob pusti mirujoč, dokler se ne ohladi. Montaža je dovoljena pri nezdružljivosti osi, ki ni večja od 10% velikosti debeline stene cevovoda.
Če imate priložnost gledati ali se učiti od izkušenega čarovnika, je to treba storiti. Na internetu si lahko ogledate veliko videoposnetkov na to temo. Vsaka metoda zahteva odgovoren odnos do postopka varjenja. poskrbite, da bodo novi materiali delovali lažje in bolj zanesljivo. Polietilenske cevi služijo dolgo časa, če pa morate zamenjati cevovod ali dodatne povezave, lahko namestitev polietilenskih delov z lastnimi rokami izvedete v omejenih okoliščinah.