Vsebina: [skrij]
- Način povezave
- Instrumenti in oprema:
- Način varjenja cevi do 110 mm
- Varjenje cevi nad 110 mm
Namesto obsežnih in neudobnih kovinskih cevi je prišla vrsta bolj praktične plastike. Prednosti imajo veliko več kot v kovini. So lažji, trpežnejši, korodirani. Poleg tega je montaža veliko lažja in lažja.

Tehnologija vgradnje cevi
Ena najpogostejših so polipropilenske cevi. Izdelani so v različnih velikostih in imajo drugačen namen. Nekateri so namenjeni za oskrbo z vodo, drugi - za ogrevanje. Izdelani so tudi veliki premeri, namenjeni za ogrevanje v industrijskih prostorih in za kanalizacijo. Za uporabo teh cevi v sistemih, kjer je povečan tlak, so izdelani s posebno ojačitveno plastjo iz steklenih vlaken ali perforiranega aluminija. Varjenje ojačanih polipropilenskih cevi je enako kot pri drugih vrstah, vendar so potrebna dodatna pripravljalna dela.
Način priključitve
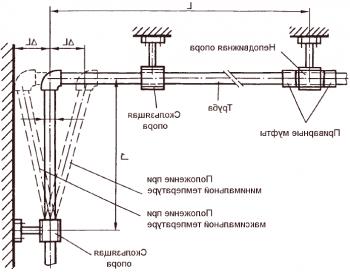
Shema varjenja polipropilenskih cevi
Vrste priključkov plastičnih cevi, vključno z velikimi premeri, le dve: razdeljeni in nedeljivi.
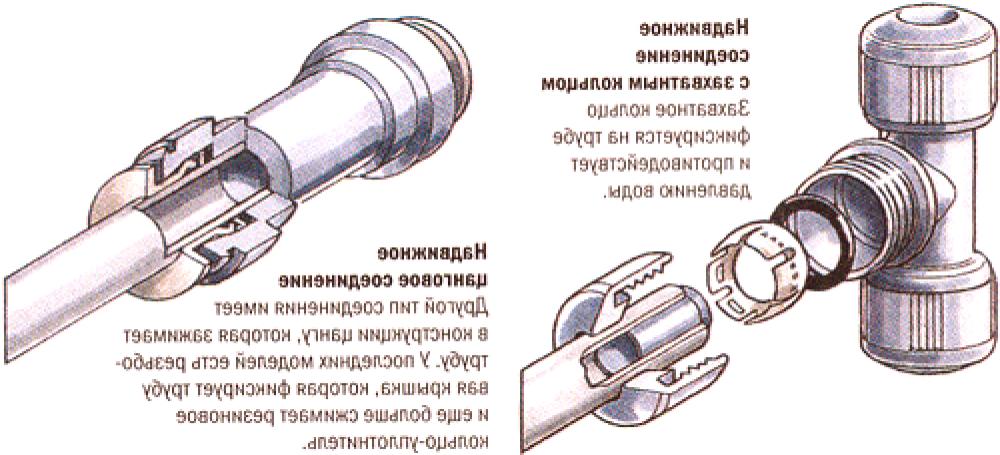
Pri ločljivi povezavi se uporabljajo različne vrste spojev, pri ceveh z velikimi premeri pa posebne prirobnice. Ta način priključitve je primeren, ker obstaja možnost hitrega demontaže za popravila. Vendar ni vedno zanesljiva in obstajamožnost uhajanja.
Vgrajena povezava vključuje gobo s posebno pištolo za spajkanje.Poleg tega ta pištola omogoča varjenje samo cevi do 110 mm.Če je večja, potrebujete posebno napravo - varilni stroj.
Ta metoda povezovanja je kvalitativna, vendar z ustrezno izvedenim postopkom varjenja.Pomanjkljivost je nezmožnost razstavljanja.Pri popravilih je potrebno to povezavo ponovno izrezati in zvariti.
Nazaj na vsebino
Orodja in oprema:
- pištola ali varilni stroj (odvisno od premera);
- rezalnik cevi;
- sredstva za razmaščevanje;
- orodje za odstranjevanje ojačevalne plasti (brivnik);
- spojke in tee;
- ruleta;
- vladar;
- marker;
- nož za gradnjo
Nazaj na vsebino
Način varjenja cevi do 110 mm
Metoda varjenja cevi iz polipropilena premera 60-110 mm je nekoliko lažja.kot cevi večjega premera, tako da lahko to storite sami.
Shema priključitve cevovodov
Za začetek bo treba meriti na mestih, kjer bodo ležali.Te meritve bodo pomagale določiti količino glavnega materiala, pa tudi priključne spojke in tee.
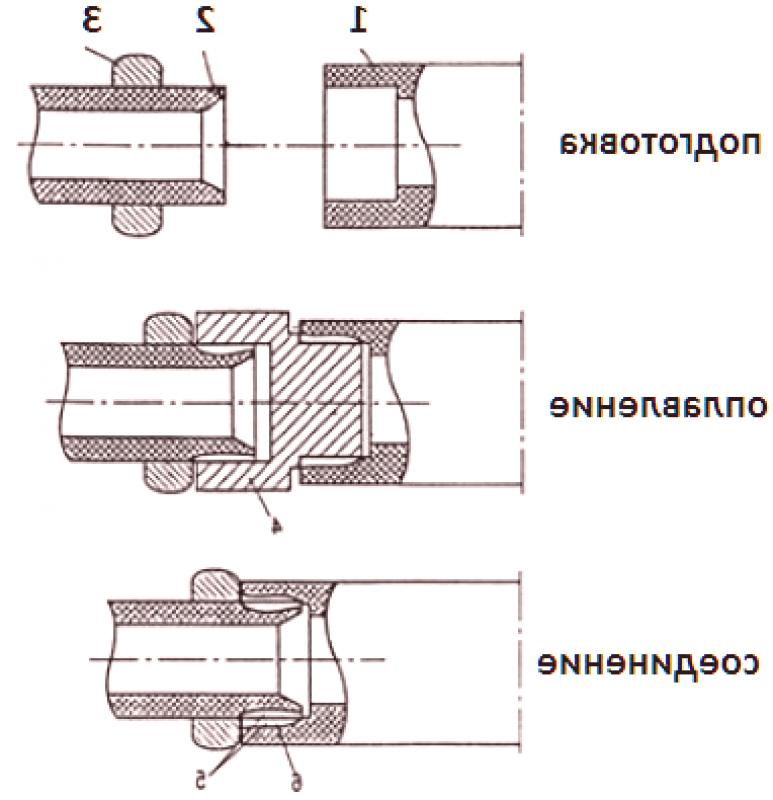
Nato je treba na ceveh narediti oznake in jih po potrebi razrezati.Cut jih potrebujejo za rezanje cevi, ki bo naredi gladek.Če je rez neenakomeren, se bo kakovost povezave znatno poslabšala, kar bo povzročilo puščanje.PoRezanje lahko povzroči nastanek madežev, prav tako jih bo treba odstraniti.Za to lahko uporabite nož za gradnjo.Za odstranitev ojačevalne plasti uporabite brivnik.
Po izvedbi vseh zgoraj navedenih postopkov se mesta, ki jih je treba variti, razmastijo in opravi oprijem.Kot smo že omenili, lahko povezavo cevi s premerom 110 mm naredimo s posebno pištolo (spajkalnik).
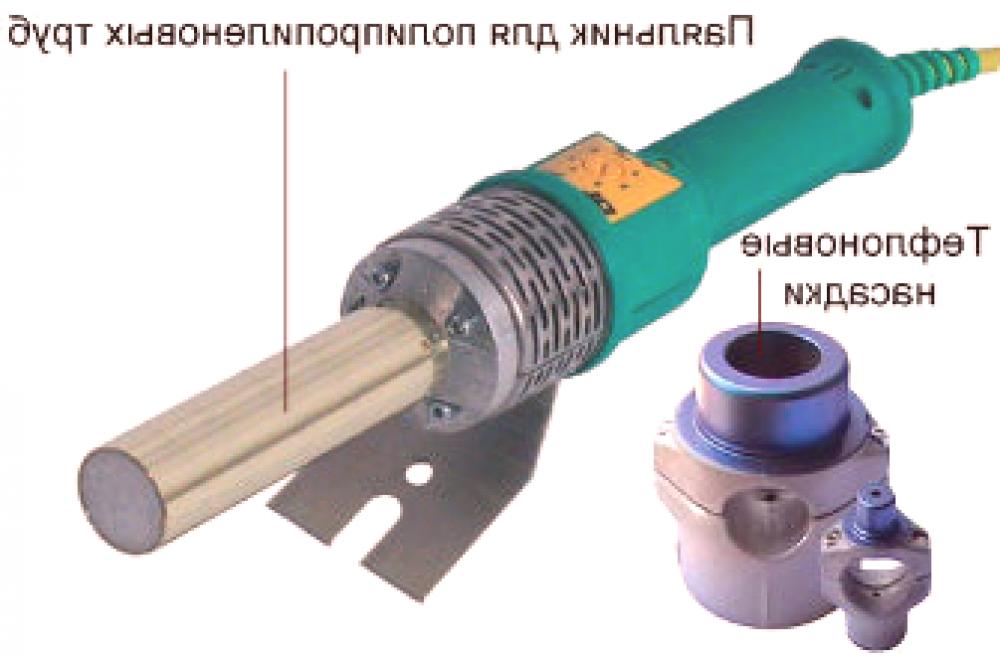
Spajkanje polipropilenskih cevi
Ta naprava je plošča, znotraj katere se nahaja grelni element.Na straneh plošče so nameščene posebne skodelice.Skodelice se izberejo glede na premer varilnega materiala.Po eni strani je nameščena skodelica, katere notranji premer ustreza zunanjemu premeru varjene površine.Po drugi strani pa je nameščena skodelica, katere zunanji premer je enak notranjemu premeru spojke.
Postopek oprijema izgleda takole.Pred varjenjem je potrebno spajkalnik ogrevati na želeno temperaturo.Ko se segreje, je potrebno vzeti in vstaviti v skodelico pripravljen konec cevi in obenem položiti še eno skodelico.Potem morate počakati na taljenje zahtevane plastične plasti.Za cevi različnih premerov je čas izpostavljenosti različen.Ko se robovi segrejejo, jih je treba ločiti od pištole, nato pa se povezati in počakati, da se povezava ohladi.Nadaljnje varjenje polipropilenskih cevi se proizvaja v istem vrstnem redu.
Nazaj na vsebino
Metoda varjenjaveč kot 110 mm
Varjenje cevi s premerom več kot 110 mm je bolj zapleteno, saj zahteva prisotnost varilnega stroja. Pripravljalna dela pred varjenjem so opisana zgoraj.
Sam varilni stroj je bolj zapletena naprava kot pištola.Sestavljen je iz podesta, ki drži pritrdilne elemente za pritrditev materiala.Večina naprav je opremljenih z vtičnicami.Njihova prisotnost omogoča pripravo robov varjenih površin, da se zagotovi maksimalna kakovost povezave.Konica na tem stroju se izvaja s pomočjo posebnih diskov, znotraj katerih so Shadows.Diski imajo različne premere, odvisno od premera cevi.Priključitev na ta način ne vključuje uporabe spojk.
x
Varilni postopek je sestavljen iz predgrevanja robov površine s pomočjo grelnih plošč, ki jim sledi močno stiskanje med seboj in naravno hlajenje šiva.