Med gradnjo ali popravilom je pogosto treba namestiti ali zamenjati cevovod. V zadnjem času se jeklene cevi vrnejo v ozadje, njihovo mesto pa zavzemajo materiali iz polimernih materialov. Če obstaja želja in priložnost za delo na povezovanje cevi z lastnimi rokami, brez zatekanja k pomoči strokovnjakov, je treba razumeti, da takšno varjenje polipropilenskih cevi (ali spajkanje, z drugimi besedami). Če za izvedbo vsega postopka kompetentno in natančno, bo ustvarjeni cevovod zlahka služil več desetletij, ne da bi bilo potrebno posebno nego ali popravilo.
Med gradnjo ali popravilom je pogosto treba namestiti ali zamenjati cevovod. V zadnjem času se jeklene cevi vrnejo v ozadje, njihovo mesto pa zavzemajo materiali iz polimernih materialov. Če obstaja želja in priložnost za delo na povezovanje cevi z lastnimi rokami, brez zatekanja k pomoči strokovnjakov, je treba razumeti, da takšno varjenje polipropilenskih cevi (ali spajkanje, z drugimi besedami). Če za izvedbo vsega postopka kompetentno in natančno, bo ustvarjeni cevovod zlahka služil več desetletij, ne da bi bilo potrebno posebno nego ali popravilo.
Vsebina
- Zakaj izbrati polipropilen?
- Potrebna orodja za delo
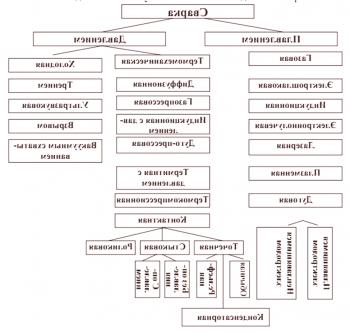
- Možnosti varjenja za polipropilenske cevi
- Priprava na delo
- Varjenje polipropilenskih cevi
- Nadzor kakovosti varjenja
Zakaj izbrati polipropilen?
Iz kakšnega razloga je ta material do danes pridobil tako široko razširjeno popularnost? Zakaj je več kot polovica cevi naše industrije narejena iz polipropilena? Odgovor je preprost: s tem materialom je enostavno delati, uporablja se že vrsto let in ima široko dostopnost. Tudi polipropilen ni korodiran, zaradi česar se lahko uporablja tako za ustvarjanje vodovodnega sistema kot za ustvarjanje plinovoda. Poleg tega izgleda precej previdno, dobro prilegajo v veliko notranjosti.
Orodja, potrebna za delo
 Če želite doseči najboljšo kombinacijo, potem je seveda boljšakupiteposebno varilno opremo- spajkalnik za polipropilenske cevi (ali, tako imenovano, železo).S takim orodjem ni zelo težko delati, zato se lahko vsakdo nauči, kako se z njim spopasti.Običajno stane od deset do štirinajst tisoč.Res je, da če delate s polipropilenskimi materiali samo enkrat, potem lahko spajate nekaj časa.Na srečo številne montažne družbe zagotavljajo takšno storitev.Ampak, če še vedno načrt za uporabo pogosto, je najbolje, da kupite takšno orodje za varjenje.
Če želite doseči najboljšo kombinacijo, potem je seveda boljšakupiteposebno varilno opremo- spajkalnik za polipropilenske cevi (ali, tako imenovano, železo).S takim orodjem ni zelo težko delati, zato se lahko vsakdo nauči, kako se z njim spopasti.Običajno stane od deset do štirinajst tisoč.Res je, da če delate s polipropilenskimi materiali samo enkrat, potem lahko spajate nekaj časa.Na srečo številne montažne družbe zagotavljajo takšno storitev.Ampak, če še vedno načrt za uporabo pogosto, je najbolje, da kupite takšno orodje za varjenje.
- poseben rezalnik za polipropilenske cevi (pogosto tudi šobe, opremljen s spajkalnikom);
- brivnik za čiščenje armirne plasti (če so cevi ojačane);
- oprema;
- vrstica;
- sredstva za razmaščevanje;
- ruleta;
- več kot nujno oster;
- marker (ali svinčnik);
- krpe;
- datoteka;
- vogal.
Možnosti varjenja polipropilenskih cevi
 Obstajaveč načinovza varjenje cevi, vsaka možnost je odvisna od premera cevi.Da bi dobili dober rezultat, je vredno izbrati metodo glede na velikost materialov.
Obstajaveč načinovza varjenje cevi, vsaka možnost je odvisna od premera cevi.Da bi dobili dober rezultat, je vredno izbrati metodo glede na velikost materialov.
Priprava na delo
Ko je prišlo do preproste teorije, se lahkozačne praktično delo .Na samem začetku je potrebno površino očistiti in razmaščiti, da se prilega cevi.Za poroko je potrebno preveriti same izdelke: brez odstopanj, razpok, oval ali drugačne debeline sten.
Posebno pozornost je treba posvetiti: velikost premera vgradnje je manjša od zunanjega premera cevi.Ko je povezovalno vozlišče zbrano brez spajkanja, je to živ indikator okvare fitingov ali cevi.Če ima priključek navoj, ga je treba temeljito preveriti.
Predhodno izrežite cevi zahtevane dolžine s posebnim rezilom.Glavna stvar je, da je rez pravokoten na samo cev.Če je izdelek ojačan, se z brivnikom očistipristajalne površine. Pri naslednjih korakih bo delo z ojačanimi cevmi enako kot pri običajnih. Prav tako je možno obdelati vrh tistega dela cevi, ki služi kot priključna točka, tako da se pri priključitvi na priključek ni dvignil. Seveda se morate znebiti vijaka z nožem, če ga imate.
Priprava varilnega stroja . Za začetek, ga morate postaviti na primerno mesto in ustrezno zavarovati. Nato lahko nosite priloge ustrezne velikosti in jih pritrdite z vijaki. Šele po tem se lahko priključite na elektriko. Nato počakajte, da se orodje segreje (najpogosteje traja približno deset minut), indikator pa bo pokazal pripravljenost. Šobe je treba očistiti s krpo.
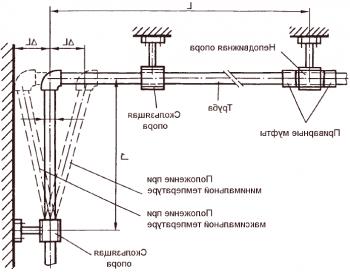
Če je treba napravo izvesti na težkem mestu, na primer pod stropom, je vredno takoj razmisliti, kje naj se spajkalnik po segrevanju delov kanalov - ker roke ne bodo prosto. V tem primeru je najbolje imeti pomočnika, ki bo obdržal varilca. Ampak, če to ni tako, potem lahko pripravite priročen kavelj.
Varjenje polipropilenskih cevi
 Na začetku je treba opozoriti, da je treba deloizvajati mirno , jasno, brez napora. Če se oseba nikoli ni ukvarjala s podobnim poslom, potem je za začetek smiselno trenirati, tako da je vse mogoče razumeti in pridobiti zaupanje.
Na začetku je treba opozoriti, da je treba deloizvajati mirno , jasno, brez napora. Če se oseba nikoli ni ukvarjala s podobnim poslom, potem je za začetek smiselno trenirati, tako da je vse mogoče razumeti in pridobiti zaupanje.
Upoštevati je treba osnovno pravilo za spajkanje polipropilenskih cevi: za zagon priključimo cevne priključke na šobo,cevi, potem morate začeti štetje časa.Izračunati časbo pomagal pri naslednjih informacijah:
Premer (mm)
Dolžina se segreva del (mm)
Dolžina držanja v šobi (c)
Stanje pripravljenosti med priključitvijo (c)
Trajanje sušenja (min)
16
12
5
4
2
20
14
5
4
2
25
15
7
8
2
32
16
8
8
4
40
18
11-12
8
4
55
20
18
8
4
Na cevki na oznaki delamo oznake v delu, ki ga je treba stopiti in položiti v šobo. Po prvi povezavi morate preveriti, ali je kakovost pravilna. Če je vsa luknja blokirana zaradi površine, je potrebno zmanjšati dolžino segmenta rezalnika na majhno število milimetrov. Sam , se postopek varjenjaizvede na naslednji način:
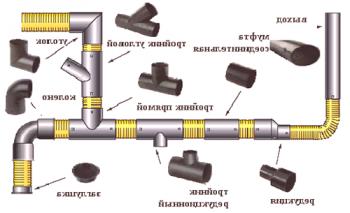
 Če je za načrt potrebno povratno cev, se na drugem koncu spajka še ena priprava, kar bo pomagalo spremeniti smer cevovoda. Če okovje vsebuje dodatna rebra, jih je treba zabeležiti. Če ni reber, naj bodo oznake na cevi ali na armaturi. Pri povezovanju cevi lahko uporabite nalepke kot vodilo za določitev pravilnega mesta namestitve.
Če je za načrt potrebno povratno cev, se na drugem koncu spajka še ena priprava, kar bo pomagalo spremeniti smer cevovoda. Če okovje vsebuje dodatna rebra, jih je treba zabeležiti. Če ni reber, naj bodo oznake na cevi ali na armaturi. Pri povezovanju cevi lahko uporabite nalepke kot vodilo za določitev pravilnega mesta namestitve. Na koncu spajke šobaše ni ohlajena, jo je treba oprati s krpo , odstraniti umazanijo in staljeni polipropilen.
Nadzor kakovosti varjenja
Pri varjenju polipropilenskih izdelkov majhnega premera ali delov za pregrevanje med delovanjem je verjetno, da se bo v cevi pojavil dotok, ki kasneje ne bo omogočal prostega pretoka vode inhitro premikajte, ko uporabljate oskrbo z vodo.Zato je treba preveriti, ali so cevi prisotne pri takih težavah.Moramopihati v mestu priključka , če se zrak prehiteva enostavno in prosto, potem se ne bojte - elementi so kvalitativno varjeni.Kakovost povezave lahko še vedno preverite tako, da poskusite iztakniti vodo iz varjene cevi.