Vsebina:
- osnovne osnove varjenja?
- Potrebni materiali /orodja /zaščita?
- Kako izbrati pravo opremo, elektrode in opremo?
- Vodnik po korakih za vodenje varjenja?
- Kako izdelati različne vrste šivov?
- Značilnosti varjenja cevi?
- Kako kuhati fino kovino?
- Nasveti in triki?
Med iznajdljivimi izumi človeštva je električno varjenje nedvomno eden od vodilnih položajev - tako vsestranski in vsestranski je način povezovanja delov s taljenjem elektrode pod vplivom električnega toka.
Uporaba tega načina spajanja kovinskih delov in konstrukcij je že davno presegla običajno razumevanje varjenja kot načina spajanja kovinskih delov iz železa.
Že vrsto let so bile običajne take vrste električnega varjenja kot varjenje aluminijastih konstrukcij, litega železa, povezovanje delov pod vodo, v zračni prostor, pa tudi poskusi na področju medicine sestavljanja tkiv organizma.
Največji razvoj tehnologije električnega varjenja pa je bil najden v gradbeništvu in inženirstvu, z najbolj razširjeno tehnologijo obločno varjenje v zaščitnem okolju (MMA).

Osnovna načela varjenja
Pri obvladovanju prvih korakov varjenja je treba razumeti, da je uspešno učenje rezultat obvladovanja tako teoretičnih kot praktičnih spretnosti.
Upoštevati je treba teoretično znanje:
- poznavanje teoretičnih osnov fizikalnih procesov elektroobločnega varjenja;
- poznavanje glavnih značilnosti in principov delovanja različnih vrst varilne opreme;
- poznavanje organizacije dela, vgrajene varnostne opreme;
- poznavanje osnovnih oznak elektrod, tehnologije varjenja različnih materialov in komponent.S postopnim postopkom varjenja lahko predstavimo približno takole:
- električni tok visoke moči od 10 do 160 in celo 250 amperov tvori električni lok med elektrodo invarjene s kovinskimi površinami;
- zaradi nastanka električnega obloka se poveča temperatura elektrode in sežiganje naboja, goreče snovi, ki gorijo okoli kisika in tvorijo majhno količino prostora, zaščitenega pred kisikom;
- tvorijo visokotemperaturni plin, ki tali jedro elektrode, ki tvori zvarno kopel, v kateri je kovina v tekočem stanju in napolni šiv med varjenimi deli.
Zahtevani materiali /orodja /zaščita
V zvezi s praktičnim razvojem spretnosti varjenja je treba izbrati varilec:
- 36) Transformatorski varilni stroj- vrsta varilne opreme, ki proizvaja izmenični tok, je bila prej najpogostejša vrsta varilne opreme, enostavna, nezahtevna v delovanju, vendar zahteva dobro električno napeljavo in normalno napetost v omrežju;
- Varilni pretvornikje relativno nova vrsta varilne opreme, enostavna kotglede dela in teže lahko deluje pri dovolj velikih napetostnih nihanjih, za razliko od transformatorja pa je konstantni tok trenutno najbolj obetavna oprema za amatersko uporabo;
- Varilni polavtomatski aparatiso oprema za varjenje različnih vrst varilnih operacij v okolju inertnega plina, za polavtomatsko varjenje pa je potrebno uporabiti inertno jeklenko, to je draga oprema, vendar varilni polavtomatski stroj.možno je variti tudi zelo tanke detajle.
Na minimalno obvezno orodje varilca je treba vključiti:
- varilni kladivo;
- kovinska ščetka;
- različne spone in spone;
- Bolgarščina z nizom rezalnih in brusnih koles.
Pomembno!Glede na to, da se pri izgorevanju elektrode sproži svetloba 55-70-krat bolj intenzivno kot sonce, je obvezen element zaščite varilca maska varilca s posebnim zatemnjenim steklom.
Poleg tega mora varilec imeti:
- Posebne toplotno odporne rokavice.
- Poseben kostum varilca ponjav.
- Priporočljivo je, da imajo posebne čevlje - škornje z visokim vratom ali škornji, oblečene hlače pa postavite na čevlje ali škornje.To je lahko nemodalna rešitev, ki bo preprečila, da bi delovne obremenitve padle v čevlje.
- In če želi varilec imeti dolgo modno frizurona glavi, potem bi moral biti bistveni element oblačila klobuk ali klobuk.
Kako izbrati pravo opremo, elektrode in opremo
\ t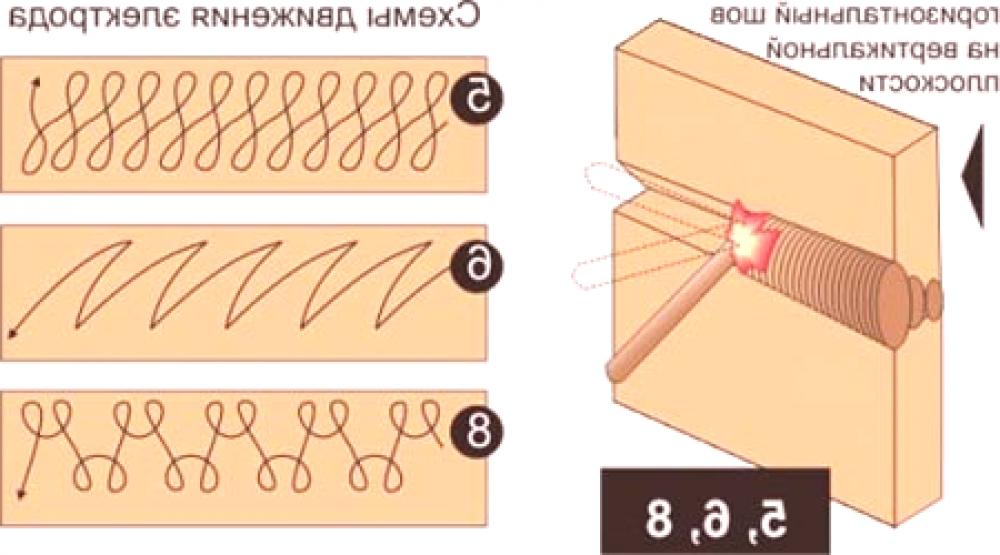
Pri izbiri varilnega aparata za obvladovanje primarnih veščin dela je dovolj varilnega transformatorja, varilni pretvornik kot višjega razreda opreme je smiselno kupiti s pogledom za trajno delo.
Standardni kabli do varilnega aparata, pogosto v dolžinah do 1,5 metra , kar očitno ni dovolj za delo na višini ali v majhnih prostorih, zato je priporočljivo, da kupite kable večje dolžine.
Varilni aparati zadnje generacije, ne glede na to, ali je transformator ali inverter danes opremljen s prisilnim hladilnim sistemom, zato pri nakupu ni odveč preverjati njihovega delovanja pri vklopu opreme v omrežju.
Pri nakupu elektrod za začetno usposabljanje se priporoča učinkovitejše pridobivanje veščin za nakup paketa po 5 kg in nakup več paketov elektrod različnih premerov od 2 mm do 5 mm na 1 kg. Ta količina elektrod je dovolj za razumevanje, kako kuhati.
Pomembna točka pri nakupu elektrod je oznaka - VOINI, blagovna znamka elektrod za enosmerni tok, in poskuša dati pravilen šiv na transformatorsko enoto brez pomena. Elektrode znamke ANO-4 imajo univerzalne lastnosti in se lahko uporabljajo za varjenje s katero koli napravo.
Pri izbiri zaščitne maske bi morali vedeti, da so moderne maskeAvtomatska zaščita ima največji učinek, ne zahteva stalnega držanja v roki, filter se samodejno vklopi, ko se pojavi oblok, žal pa so danes takšne maske za mnoge začetnike še vedno precej drage.
Maske starega vzorca z nezamenljivim svetlobnim filtrom in zlasti tiste, ki se standardno prodajajo v celotnem sklopu varjenja, zahtevajo določeno izboljšanje:
- Najprejnimajo zaščitnega stekla, tako običajno steklo se vstavi z zunanje strani maske in zaščiti filter pred iskrami in padajočo lestvico. Sčasoma se takšno steklo enostavno odstrani in nadomesti z novim.
- Drugič,je sam filter v takih maskah opremljen s precej visoko stopnjo zaščite, saj za začetnike to ni povsem pravilno, ker novice samo obvladajo spretnosti dela in ne opravljajo varjenja 6 ur zapored. Zato je priporočljivo, da filter zamenjate s prosojnim filtrom, ki je bolj pregleden, na primer s filtrom 3, kar daje boljši rezultat.
Vodnik po korakih za izvajanje varilnih operacij
\ tPriprava za izvajanje varilnih del vključuje ne le pripravo materialov in opreme, ampak tudi strogo upoštevanje varnostnih predpisov!
Opozoriti je treba, da je varjenje delo z večjim tveganjem, zato je treba strogo upoštevati pravila delovanja električnih inštalacij, požarno varnost pri delu:
- delovno mesto mora omogočati prost dostop do varjenih konstrukcij;
- odstraniti je treba vnetljive materiale;
- varjenje mora potekati v suhem prostoru, pri tem pa je treba zagotoviti pravila za električno varnost;
- varilec mora biti opremljen z ustrezno obleko, rokavicami in obutvijo.
Prihaja k delom:
- varilni deli se očistijo rje , barve, maščobe in druge snovi;
- mesta varjenja so skrbno nameščenas spisom ali bolgarskim čiščenjem;
- so varilni deli medsebojno stisnjeniin pritrjeni;
- masna žica je pritrjena na enega od njihovih delov;
- varilni stroj je vključen v omrežje;
- vstavi elektrodo iz držala elektrode s prosto stranjo prevleke;
- se izvede več elektrod po enem od njihovih delov , da se preveri prisotnost toka in vžig elektrode;
- vzame masko, elektroda se dvigne do mesta varjenja , maska se dvigne do oči in varjenje delov se izvede z več majhnimi šivi 3-5 mm;
- Po varjenju se spoji preverijo glede pravilnosti povezave , saj pri obločno varjenju premikanje delov in same kovine povzroči dovolj velike razpoke;
- 1-2 minuti po objemu delovz varnim kladivom, ki nosijo običajna zaščitna očala, so lahki udarci prekriti z žlindro in merilom, preverja se kakovost šiva;
- z zadovoljivim rezultatom izvedemo varjenjez neprekinjenim šivomdolžina delov;
- 3-5 minut kladivo in kovinska ščetka za čiščenje šiva , kakovost je preverjena;
- naprava je odklopljena , opravljeno je čiščenje delovnega mesta.

Kako izdelati različne vrste šivov
Obvladanje varilca se oblikuje postopoma in ni vredno, da bi se po 1-2 elektrodah naučilo kuhati. Spretnost se bo pojavila, ko se varilec nauči ne le pravilno držati elektrodo, ampak tudi določiti velikost šiva in kopel na otip.
Pri razsvetljevanju loka je treba nekajkrat držati v smeri šiva z elektrodo na površini, tok se bo postopoma stopil z oblikovanjem kopeli. Pri vožnji elektrode bočno na šivu je treba paziti, da ne pride do iskre, temveč do oblikovane kopeli, s čimer se nadzoruje postopek varjenja.
Pri varjenju debelih detajlov je treba kovino najprej segreti 2-3 sekunde, da nastane kopel in šele nato oblikuje šiv.
Ko se naučimo držati lok, bo naslednja stopnja obvladovanja spretnosti sposobnost oblikovanja šiva. Glede na delovne pogoje se bodo temeljne spretnosti obravnavale kot sposobnost varjenja:
- vodoravni šiv;
- navpičnega šiva;
- šiv spajanja cevi;
- stropa (varilec je varjen del, vse delo se izvaja na vrhu).
V začetni fazi je dovolj, da obvladamo veščine ustvarjanja enostavnega horizontalnega šiva. V ta namen:
- elektroda držimo na razdalji 2-3 mm od površine, nastane kopel;
- svetlo gibanje elektrode v smeri kopeli se razteza vzdolž šiva;
- Pri premikanju vrh konice elektrode opisuje polkrog, naplaviy kovine v obliki lusk.
Po končanem varjenju odstranite šiv iz žlindre, zaradi česar dobite enakomeren šiv v obliki trakov, ki se med seboj prekrivajo.
Pri varjenju navpičnih šivov se šiv vozi od spodaj navzgor ali od zgoraj navzdol, tako da elektroda trdno drži kopel, zato je poleg opisa polkrožne elektrode potrebno, da se nato zapre, odstrani s površine in vreti kovino na dovolj globini.
Stropni šiv je sestavljen iz cik-cak gibov, vendar se za take vrste dela uporabljajo posebne elektrode, katerih obloga se nahaja v skodelici staljene kovine.Take elektrode omogočajo varjenje delov brez širjenja kovine in ustvarjanja velikega števila isker.

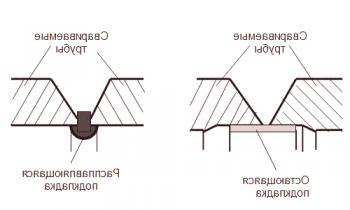
Značilnosti varjenja cevi
Varjenje cevi glede na lokacijo šiva je naslednje:
- na koncih varjenih cevi nastane posnetek;
- Varjeni konci se medsebojno kombinirajo;
- je na več mestih šiv kvačkan;
- Pri vodoravni legi od skrajne spodnje točke, sektor teče proti sredini cevi iz spodnjega dela, za zgornjim delom.
Strokovnjaki naredijo šiv neprekinjen, tako da spremeni položaj elektrode, da začetnik strga dovolj dna in nato zgornji del.
Pri varjenju cevi velikega premera in debeline stene je več kot 6 mm cevi varjeno v 2 plasti,Večji premer in debelina sten, več plasti je treba kuhati, vsak sloj se običajno doda vsaki debelini 6 mm.
Kako kuhati tanko kovino
Priporočljivo je, da se za tanko kovino šteje debelina kovine do 2 mm. Glavni problem pri varjenju takšnih izdelkov je beleženje elektrode z luknjami. V ta namen se uporabljajo elektrode majhnega premera - 2 in 2,5 mm ter majhna jakost toka.
Torej, za varjenje kovine 1 mm zadostne elektrode 2 mm in moči pretvornika 30-35 amperjev varilnega toka. Poleg tega za varjenje tanke pločevine in debelejšo podlago, uporabite različne obloge iz debelejše pločevine, zavijanje pahljača in tanek list.

Nasveti in triki
Pri varjenju delov je treba upoštevati, da obstaja nevarnost termične deformacije kovine, zlasti kadar varilni deli sami v tem primeru niso zelo tesni, zato je priporočljivo najprej zgrabi konstrukcijo na več mestih in po končnem varjenju.
Pri načrtovanju varilnih del je potrebno posušiti elektrode pri visoki temperaturi, mazanje z vlago ne dopušča nastajanja normalnega šiva, razpadanja, razpada, nastajanja velike količine žlindre.
Po ohladitvi šiva je treba preveriti prisotnost lupin. Treba jih je očistiti žlindre in ponovno zavreti.