TextVideo
Elektroobločno varjenje cevi s pomočjo kovinskih elektrod je najbolj priljubljen način varjenja za izdelavo cevovodov, kjer pogojni prehod ne presega 8 cm debeline vsaj 3 cm.Če primerjamo to metodo z varjenjem s plinom, lahko ugotovimo, da je cenejša skoraj dvakrat.Najpogosteje se električno varjenje uporablja na mestih vgradnje v takšnih pogojih, kjer je mehansko varjenje težko ali sploh nemogoče.
Varilni diagram jeklenih cevi.
Bistvo metode je v tem, da je toplota, potrebna za segrevanje kovine, posledica gorenja električnega loka, ki nastane med kovinskimi elektrodami in varjenim materialom.
Električni oblok vpliva na kovino in tali (temperatura 3500 stopinj Celzija in več) kovinsko palično elektrodo.
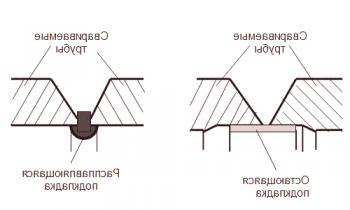
Tekoča kovina napolni vrzel med konci varjenih delov in jih pritrdi na tečajni element.Koliko plasti varjenja boste morali narediti, je odvisno od debeline cevi.
Kolikšna je kakovost šiva z električnim varjenjem odvisna neposredno od:
- v kakšnem stanju so površine cevi;
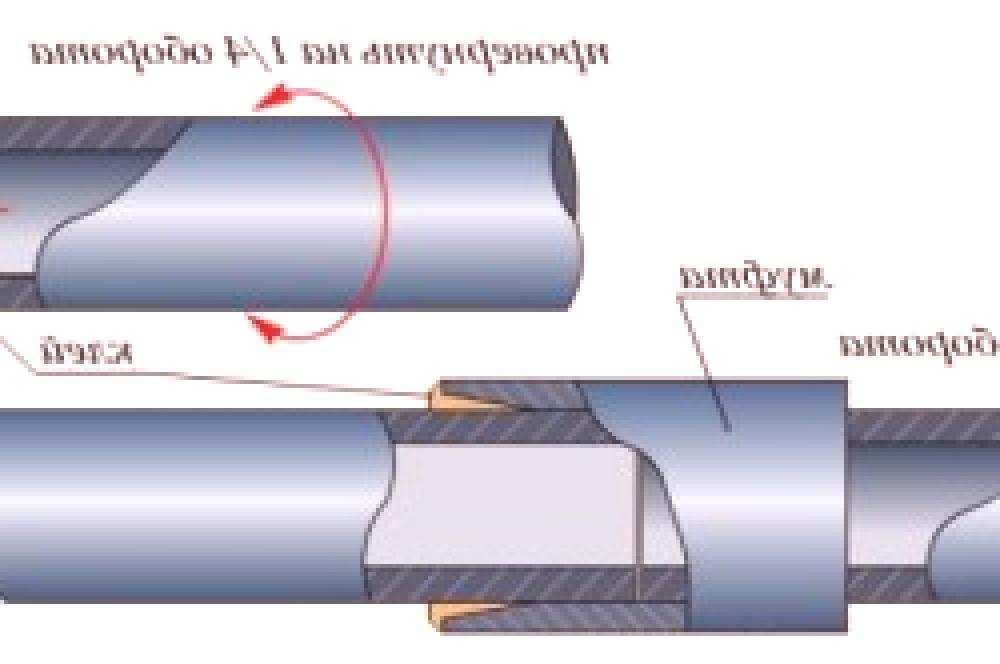
- kako natančno so njihovi konci poravnani;
- katera elektroda bo uporabljena.
Shema hladnega varjenja cevi.
Palica elektrode je izdelana iz elektrodne žice (njena debelina je lahko različna).Za delo z cevi običajno traja debelina ne več kot 5 mm.Elektrodapremazi so lahko debeli (z vlaknom) in tanki.Mazivo je približno 25% teže same kovinske palice.Lastnost razmazanja je tvorba žlindre.Žlindra imenujemo nekovinska zlitina, ki se pojavi in ustvari kovinsko prevleko staljenega materiala.Žlindra ga ščiti pred škodljivimi šivi destruktivnih snovi iz vročega okolja (kot so dušik in kisik).Za taljenje žlindre je potrebna nižja temperatura.Z utrjevanjem je krhka in se lahko enostavno odstrani iz debelejšega zvara.
Pred varilnimi deli je treba izvesti naslednja pripravljalna dela:
- cevi očistiti pred umazanijo, zemljo in odpadki;
- pritrdite ali odrežite konce cevi, če imajo kakršnokoli deformacijo.
Orodja za delo
elektroobločno varjenje ter orodja in pribor za delo z njim:
- električni lastnik;
- škatla, kjer so shranjene elektrode;
- prenosni kovinski predal za pomanjkljivosti;
- čelade in ščetke;
- dleto;
- kladivo;
- kovinska ščetka;
- komplet sonde in šablon;
- varilni kabel.
x
Varjenje cevi z ročnim obločnim varjenjem poteka z uporabo elektrod E-42А in E-42.
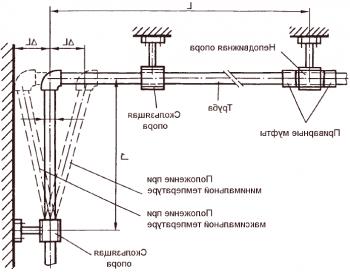
Priporočljivo je, da se vrtljivi spoji varijo v spodnjem položaju.Takšni šivi so narejeni pri varjenju cevovodov.Nerazpojni zvari so narejeni za zaklepanje spojev med montažo.Varjene jeklene cevi potrebujejo lak.Pri tempotrebno je obvezno dobavo robov vzdolž celotne debeline sten.
Prenos