Vsebina: [skrij]
- Polietilenski cevovodi
- Osnovna pravila varjenja
- Cevno varjenje
- Varjenje palic
- Varjenje s toplotnim uporom
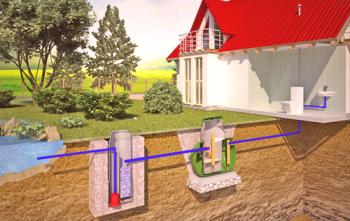
Polietilenski cevovodi
Fizikalne in kemijske lastnosti sodobnih znamk polietilena omogočajo uporabo tega materiala pri gradnji vodovodnih cevi in plinovodov.

Upoštevati je treba, da se varijo samo cevi iste oznake, enega premera in ene debeline stene. Povezava izdelkov različnih blagovnih znamk ali z različno debelino stene je možna samo na posebnem termostabilnem varilcu.
Polietilenske cevi, po svojih značilnostih, niso le slabše od tradicionalnega jekla, ampak imajo tudi več prednosti: so relativno poceni, niso podvržene koroziji, imajo nizko toplotno prevodnost, zagotavljajo minimalne izgube v ogrevalnih omrežjih, ne lomijo pri zamrzovanju vode, imajo prožnost , ki olajša namestitev. Varjenje polietilenskih cevi je lažje in cenejše kot jeklo, pri čemer trdnost spojev ni slabša od trdnosti materialov.
Pri polaganju cevovodov s cevi iz polietilena nizkih tlačnih razredov PE 80 in PE 100. Blagovna znamka PE 63, ki je potrošnikom bolj znana kot znamka 273 po stari klasifikaciji, se trenutno praktično ne uporablja v cevovodih.
Cevi iz PE 80 se proizvajajo v premerih 16-1600 mm in lahko prenesejo pritisk 0,5-1,5 MPa. Takšne značilnosti nam omogočajo, da jih ne uporabljamo le za domače namene, ampak tudi vindustrijska gradnja vodovodnih cevi in plinovodov.
Polietilenske cevi PE 100, ki so se na trgu pojavile ne tako dolgo nazaj, se proizvajajo v premeru od 20 do 1600 mm in so primerne za cevovode s tlakom 1-1,6 Mpa. Razmerje zunanjega premera do debeline stene (SDR) je od 7 do 26.
Nazaj na vsebino
Osnovna pravila varjenja
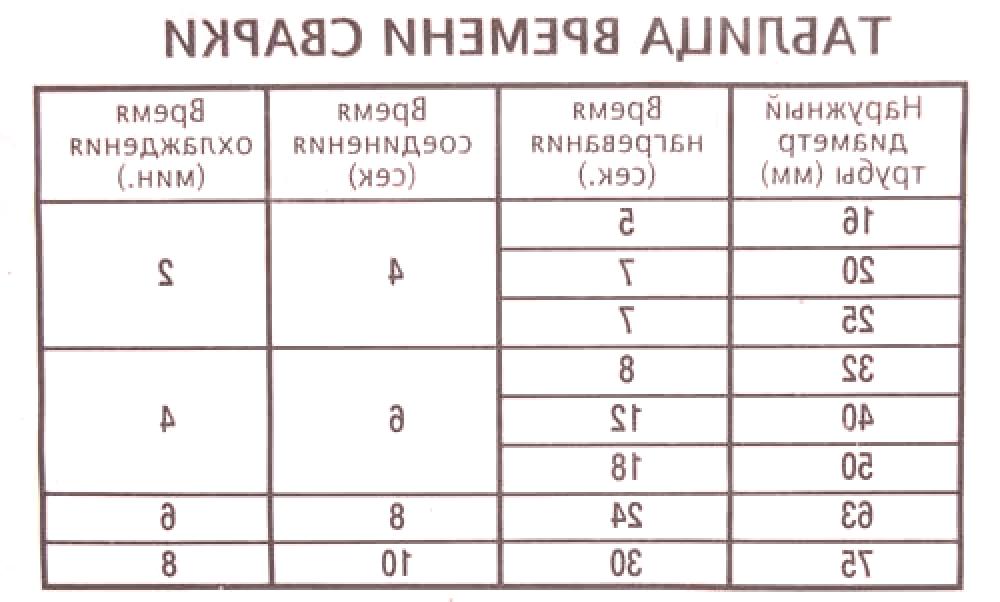
Tabela časa varjenja polietilenskih cevi.
Varjenje PIP je ena najpomembnejših stopenj polaganja cevi. Z varjenjem se polietilen razume kot postopek pridobivanja stalne neločljive povezave obeh elementov zaradi njihovega taljenja, medsebojne penetracije in naknadnega hlajenja. Upoštevati je treba, da se varijo samo cevi ene oznake, enega premera in ene debeline stene. Povezava izdelkov različnih blagovnih znamk ali z različno debelino stene je možna samo na posebnem termostabilnem varilcu.
Pred začetkom dela je treba konce zvar očistiti umazanije in jih po potrebi izostriti. Proste konce cevi je treba zapreti z vtiči, da ne pride do motenj temperaturnega režima. Celoten postopek varjenja je treba izvesti na enaki površini. Priporočljivo je tudi zmanjšati zunanje vplive. Če se varjenje izvaja na odprtih površinah, je treba po potrebi v vročem vremenu zaščititi pred vetrom, da pokrijemo površino, ki jo je treba variti pred sončno svetlobo. Izključiti je treba vsako mehansko delovanje pred popolnim ohlajanjem šiva. VarjenjePolietilenske cevi se izvajajo v skladu z zahtevami požarne varnosti.
Nazaj na vsebino
Cevno varjenje
Bolje je uporabiti mehanske stroje, vključene v sestavo cevi s premerom več kot 50 mm.centriranje in prilagajanje za koregulacijo.
Pri cevnem varjenju so cevi priključene s posebnimi priključki, ki so privarjeni nad njimi.Postopek se izvaja z ročnim ali mehanskim varilcem, ki je grelna plošča s spremenljivimi teflonskimi rokavi pod različnimi premeri in priključki za armature.Na eni strani je cev vstavljena v tulko, na drugi strani pa je na adapter vstavljena armatura.Gibanje je postopno, saj je zunanji premer cevi nekoliko večji od notranjega premera tulca.Podobno je notranji premer sklopke nekoliko manjši od zunanjega premera adapterja.Ko se segreje, se presežek odvije z valja, ki se imenuje rešetka.Ko se oba dela ustavita, ju odstranimo in hitro nalepimo, da dobimo močno zaprto povezavo.
Cevno varjenje majhnega premera se opravi z ročnim aparatom.Za priključitev cevi s premerom več kot 50 mm je bolje uporabiti mehanske stroje, ki vključujejo centralizator in adapterje za prilagajanje soobstoja.Kotni priključki omogočajo priključitev pod kotom.
Nazaj na vsebino
Varjenje palic

Postopek povezovanja se izvede samodejno, kar je potrebnopri delu z velikimi premeri. Načini varjenja se nastavijo ročno.
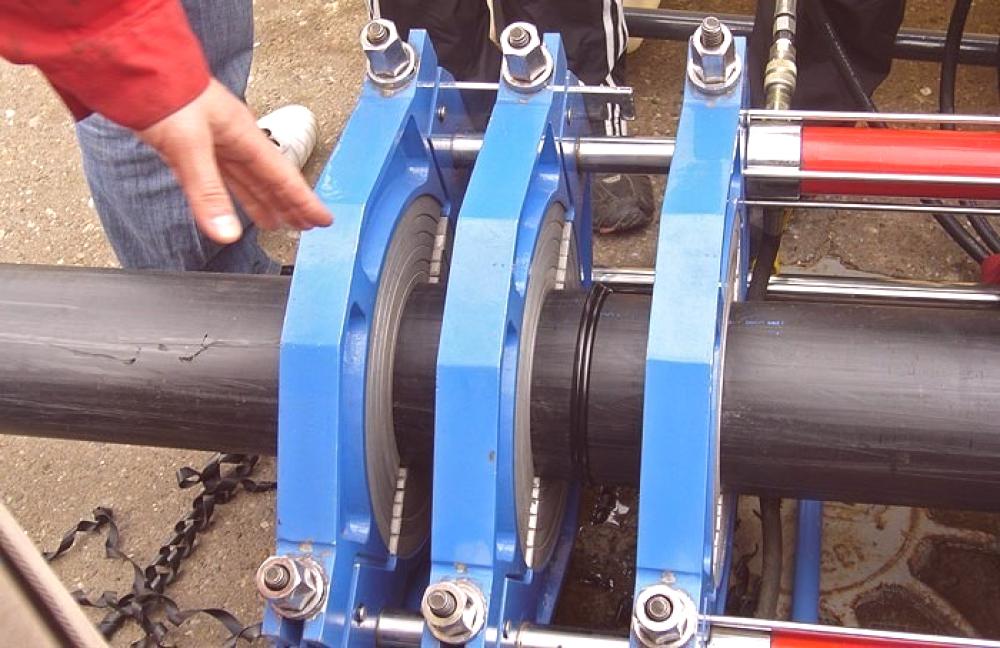
Varjenje cevi v oblogi - najpogostejši in najcenejši način za njihovo povezavo. Metoda temelji na segrevanju koncev z naknadnim spajanjem tlaka. Uporablja se za povezovanje cevi s premerom več kot 50 mm s steno več kot 5 mm in ni dovoljeno varjenje podloge neenake sestave polimernih materialov. Zaželeno je, da so vsi izdelki v eni seriji.
Ožičenje se izvaja v več fazah:
- namestitev, centriranje in pritrjevanje objemk za cevi;
- mehansko spajanje;
- preverjanje skladnosti;
- segrevanje koncev z varjenim ogledalom;
- odstranitev varilnega zrcala, priključitev cevi podloge pod pritiskom;
- hlajenje.
Varilna oprema za cevi je razdeljena na ročno, polavtomatsko in avtomatsko. Ročni varilci so najbolj preprosti, zasnovani tako, da delujejo bolj z majhnimi premeri. Vsi parametri postopka so podani neposredno s strani varilca, in sicer na podlagi podatkov iz tabelarnih navodil. Povezava koncev po segrevanju se izvaja ročno.
Polavtomatski varilni stroji so opremljeni s hidravličnim sistemom, ki vključuje hidravlično postajo in centralizator. Postopek povezovanja se izvede samodejno, kar je potrebno pri delu z velikimi premeri. Načini varjenja se nastavijo ročno.
x
Pri avtomatskih napravah je sodelovanje ljudi čim manjše. Varilec nastavi samo premer, SDR in znamko polietilena. Ostalo je vsedelo se opravi na avtu. Varjenje s palico s samodejnimi napravami zmanjša tveganje človeškega dejavnika, vendar je njihova cena dovolj visoka, zato se polavtomatske naprave uporabljajo pogosteje, način pa se ročno nastavi na mizi varilca.
Med podatki v tabeli ni tako pomembnega kazalnika, kot je temperatura grelnika. Za vse izdelke znamke PE 100 je konstantna in je enaka 220 stopinj Celzija. Pri materialu PE 80 se temperatura ogrevanja giblje od 200 do 220 ° C, odvisno od debeline stene. Ti podatki so prikazani na grafikonu.
Obvezna faza varilnih del je preverjanje kakovosti zaključene povezave. V primeru pomanjkanja se nadaljnje delo prekine, da se popravi določen spoj. Varjene zvare se preverjajo v skladu s tehničnimi zahtevami.
x
Nazaj na vsebino
Varjenje s toplotnim uporom
Varjenje toplotnega upora cevi za IPP je precej draga metoda, vendar v nekaterih primerih ni alternativa. Uporablja se pri povezovanju cevi različnih debelin stene, izdelanih iz različnih polimerov, za rezanje sedla v obstoječem cevovodu, med popravljanjem, pa tudi v zapletenih in odgovornih odsekih plinovodov in vodovodnih cevi.
Tehnologija termistorskega varjenja temelji na segrevanju integriranega neposredno v sklopke grelnih elementov, najpogosteje v obliki spirale. Po zbiranju konstrukcije na posebnih kontaktih v spojki se dovaja električni tok iz varilnega aparata, ogreje se ogrevanje,talilni polietilen in zagotavlja zatesnjeno povezavo. Zaradi vgrajenega priklopa ogrevalnih tuljav se takšno varjenje imenuje tudi elektromotorna.
x
Celoten tehnološki postopek je naslednji:
Če je na glavni cevovod privarjen izhod iz sedla, se postopek izvede v naslednjem zaporedju:
x
Nadzor kakovosti je obvezen. Podrobnosti bi morale biti tesno povezane, skladnost z volilnim okrožjem - eno od glavnih meril.