Vsebina: [skrij]
- Načini varjenja polietilenskih cevi
- Razdeljeni tipi polietilenskih cevnih priključkov
- Izbira najbolj racionalne metodePE povezava PE
Uporaba polietilenskih cevi (PE) zagotavlja možnost polaganja cevovodov na mestih, kjer taka uporaba pred tem ni bila mogoča.Cevi tega tipa se uporabljajo pri vgradnji tlačnih cevovodov, kanalizacije, padavinskih in drenažnih sistemov.Z njihovo pomočjo se izvaja zamenjava zastarelih komunikacij v pogojih dolgih ulic velikih mest.

Shema naprave polietilenske cevi.
Cevi iz polietilena nizkega tlaka (HDPE) ustvarjajo dostojno konkurenco med kolegi iz surovega železa in jekla z boljšo učinkovitostjo.Delo z njimi vključuje nižje stroške dela med namestitvijo.
Povezava polietilenskih cevi se izvaja na dva glavna načina.V eni izvedbi so razdeljena vozlišča, ki jih je mogoče med delovanjem razstaviti.Pri drugi metodi izvajajo monolitni spoj, ki ni trpežen za integralno cev za trajnost.Vsaka metoda je učinkovita za področje uporabe, lahko pa se uporablja tudi v delih enega sistema.
Načini varjenja za polietilenske cevi
Varjeni spoji imajo žilavost, ki omogoča, da se sestavljeni cevovod obravnava kot sestavni del, ne da bi se upošteval padec trdnosti na spojih.
Shema čelnega varjenja polietilenskih cevi.
Fleksibilnost, ki se ohrani po namestitvi, omogočaizvedbo montaže cevovoda na površino z naknadnim pakiranjem v jarek. Ta lastnost tudi olajšuje prenovo omrežij brez izkopa. Posredne povezave so narejene z varjenjem z uporabo elektromotorja in varjenjem čipke. Njihova uporaba za visokotlačne cevovode je utemeljena.
Šivani zvari polietilenskih cevi s premerom nad 50 mm so bili uporabljeni že več desetletij. Končno varjenje je izvedeno z varilno in montažno enoto, ki povezuje cevi iz polietilena s premerom 4 mm, nato pa se varilni šiv enostavno očisti in omogoča skrbno kontrolo kakovosti povezave. Enota se dopolni z naslednjimi elementi:
- električno gnano glavo;
- centralizator;
- grelni element;
- hidravlična enota;
- niz jezičkov s premerom od 40 do 630 mm
Nekateri modeli kompleta so opremljeni z elektronskim regulatorjem temperature in drugimi velikostnimi vložki.
Postopek varjenja poteka v naslednjem vrstnem redu:
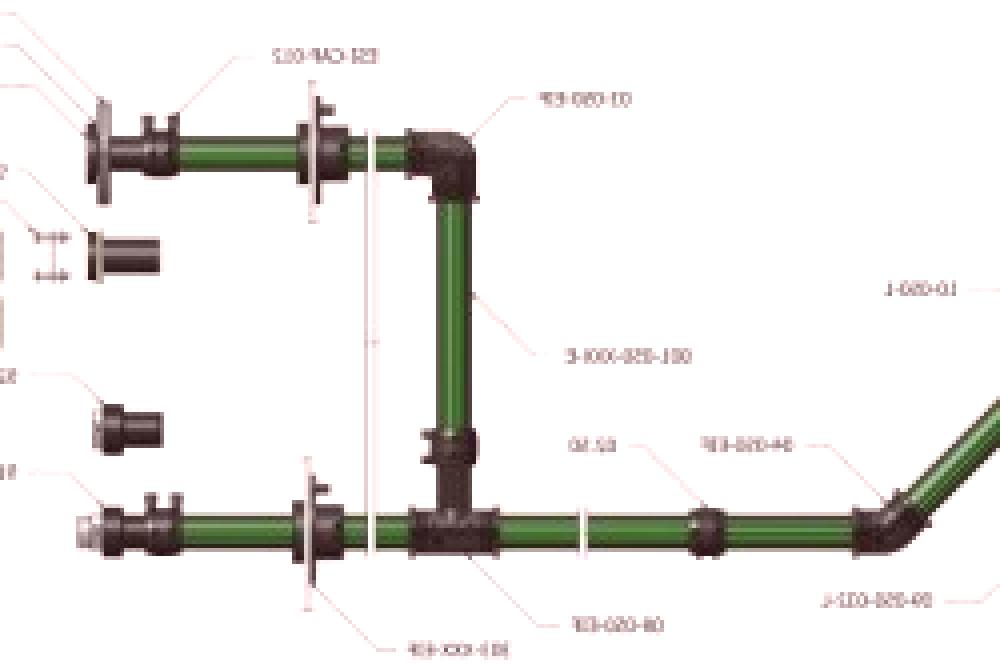
Shema priključitve polietilenskih cevi.
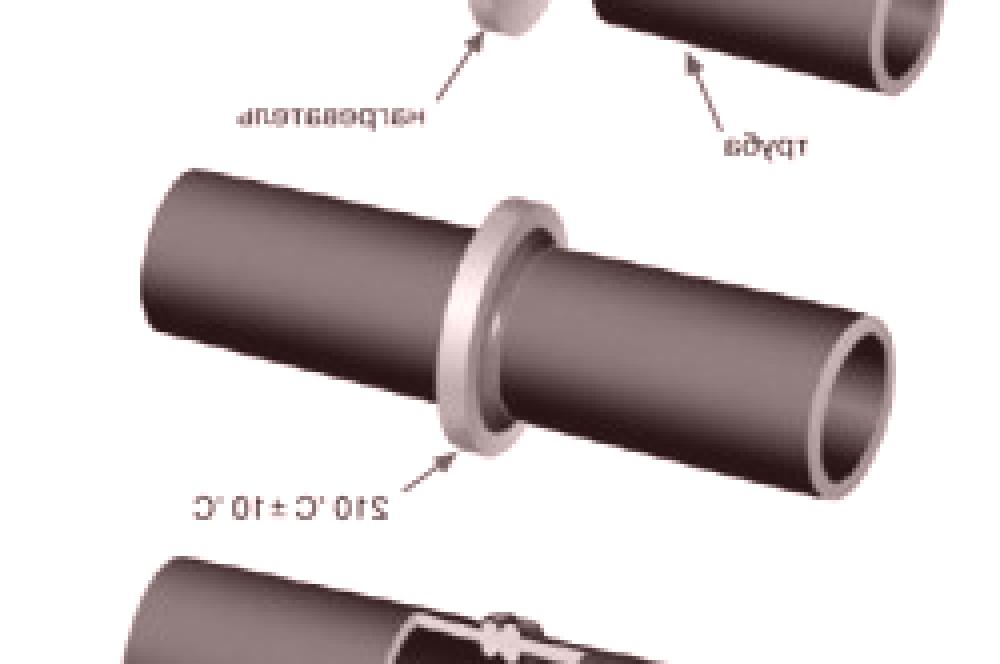
Za varjenje je zaželeno uporabiti cevi in oblikovane elemente iz ene proizvedene serije. Prav tako je potrebno nadzorovati sovpadanje premerov na spoju, velikost eliptičnosti. Upogibi med seboj povezanih robov ne smejo presegati 10% debeline stene cevi.
Med varjenjem je pomembno, da se ohranijo procesni parametri, navedeni v tabeli, ki je priložena kompletu zvar:
- temperaturo grelnega elementa med delovanjem;
- globina taljenja robov;
- pritisk na spoj med taljenjem in obleganjem.
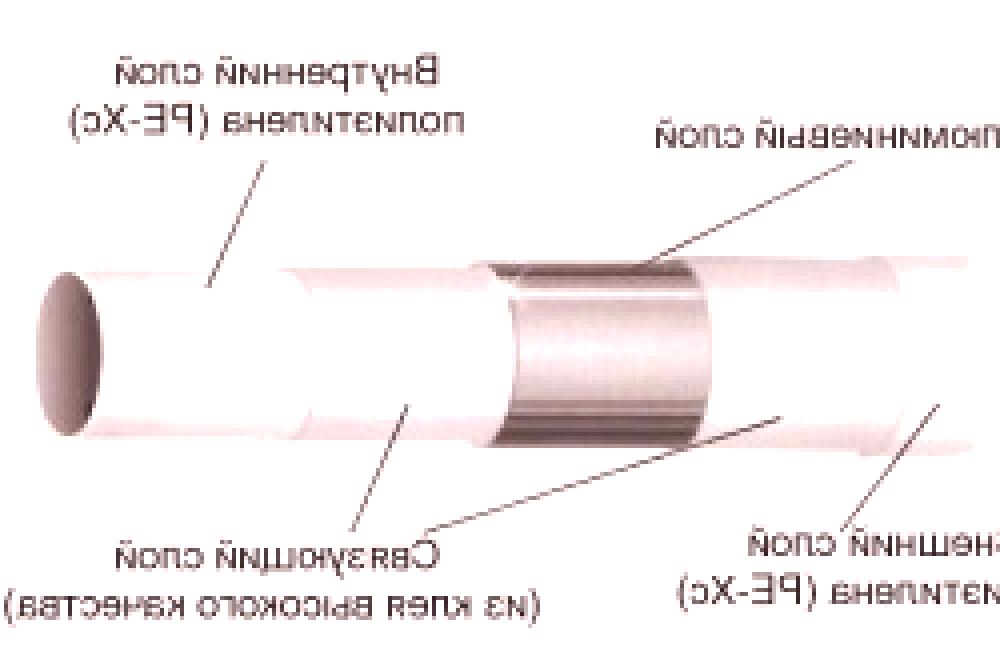
Shema strukture polietilenske cevi.
Tehnologija varjenja pri elektro varjenju temelji na uporabi grelnih elementov, ki so integrirani v oblikovane elemente cevovodov. To so vtiči, pipe, razvejani sedeži, T-liniji itd. Pri dovajanju električnega toka se vgrajena spirala segreje in oblikovni del se privaruje na konec cevi. Ta vrsta varjenja se pogosteje uporablja pri popravilih na cevovodih. Z njim lahko naredite črto v izkoriščeni vrstici.
Kot pri varjenju na obraz, se varjene površine elementov temeljito očistijo in odstranijo razmastijo, odstranijo se prašni in oksidni filmi. V procesu varjenja obojedeli morajo biti fiksno pritrjeni med napajanjem in med hlajenjem. Varjene konstrukcije, pridobljene z elektromotornim varjenjem, se lahko izkoriščajo pod tlakom do 16 atmosfer. Toda v primerjavi z metodo upogibanja ta tehnologija zahteva visoke stroške.
Nazaj na vsebino
Ločeni tipi polietilenskih cevnih priključkov
Najpogosteje uporabljena razcepljena vozlišča so prirobnična povezava. Uporablja se za montažo cevovodov s precejšnjim pritiskom, pri namestitvi zapornih ventilov ali pri nameščanju kovinskih elementov sistemov. Za povezavo s kovinsko prirobnico je cev varjena na koncu polietilenske cevi. Prirobnica, pritrjena na to, omogoča pritrjevanje PE cevi z žerjavom, črpalko, jeklenimi cevmi itd.
x
Pomembno je, da prirobnice nimajo akutnih štrlečih robov in rjav, ki bi lahko poškodovali cevi PE. Material se segreva z vročo paro, zrakom, tekočino ali toplotnim sevanjem, da se ustvarijo bobni in izbruhi. Če je debelina birete manjša od debeline stene, se sklopka uporablja samo za nizkotlačne cevovode.
Pri majhnih količinah inštalacijskih del in cevi majhnega premera, kadar uporaba varilne naprave ni zelo praktična in je prirobnična povezava nemogoča, se povezave izvedejo s stiskalnimi (kompresijskimi) priključki.
Shema priključitve polietilenskih kanalizacijskih cevi.
Tsangovye povezave nastanejo pri vgradnji cevovodov majhnega premera z instalacijo na stiku stiskanjaokovje Namenjeni so tlaku do 25 atm. in se uporabljajo pri povezovanju cevi, katerih premer ni večji od 63 mm. Trdnost spoja zagotavlja rez v plastičnem izrezanem ovoju. Tesnilni tesnilni obroč tesnila gumo. V tem primeru namestitev armature ne zahteva posebne opreme.
Najenostavnejše metode povezovanja PE cevi se lahko pripišejo cevni povezavi. V večini primerov pa velja le za sisteme brez tlaka (na primer za kanalizacijski sistem). Pritrditev cevi in fitingov se izvaja s pomočjo gumijastega tesnilnega obroča. Če je potrebno, se med obratovanjem cevovod enostavno razstavi. Priročna uporaba spojev cevi pri priključevanju sifonov na kuhinjske pomivalne korite. Odstranjevanje obrabe s takšno povezavo ni težko.
Nazaj na vsebino
Izbira najbolj racionalne metode za priključitev PE cevi
Odločitev o tem, kako priključiti polietilenske cevi, naj izhaja iz posebnih pogojev prihodnjih montažnih del: delovnega tlaka v cevovodu za polaganje, premera uporabljenih cevi in vrste priključkov, ki se uporabljajo za priključitev.
x
Ne glede na to, katera orodja se uporabljajo za priključitev PE cevi, je učinkovitost njihove uporabe nesporna. Pri vgradnji sistemov iz tega materiala praktično ni odpadkov. Hitrost operacij z njihovo povezavo je višja v 2-4 krat v primerjavi s kovinskimi kolegi. Njihova glavna prednost je nizka cena. So 30% cenejši od jeklenih pocinkanih analogov, ki imajo enak premer.