Glede na način izdelave umetnega kamna se oblikuje komplet opreme za izdelavo pločnikov. Tehnični pripomočki vam omogočajo, da dobite izdelke bolj popolne kakovosti, ki se lahko uporabijo za izboljšanje lastnega ozemlja z vsako stopnjo obremenitve.
Metode proizvodnje
V neprofesionalnih pogojihse lahko za proizvodni proces uporabijo dve metodi:
- vibroplastika . Kot osnova se v posebne oblike vlije debela betonska mešanica. Material se prilega na zahtevano gostoto na vibracijski mizi;
- vibropresiranje . Za sladico je uporabljena polsuha betonska raztopina, ki se da v kalup. Oblika je položena na vibrirajočo se posteljo, ki je zapečatena z udarcem (vibropres).
Nato je priporočljivo proučiti, kateri sklop potrebuje vrsto opreme za proizvodnjo pločnikov z vibropresiranjem in vlivanjem.
Oprema za proizvodnjo blokov in tlakovanje plošče z ulivanjem
 Za organizacijo proizvodnega procesaso potrebne naslednje naprave:
Za organizacijo proizvodnega procesaso potrebne naslednje naprave:
- mešalnik betona . Enota je namenjena mešanju plastične delovne mešanice. Če želite izdelati dvoslojne ploščice, sta potrebni dvemešalnik betona;
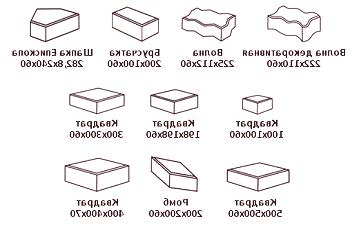
- oblike .Izdelek, izdelan za umetni kamen, ima lahko drugačno obliko in velikost.Osnova za oblike so lahko les, jeklo, plastika.Glavna zahteva za material je trajnost in trajnost;
- tlačno litje .To je glavna naprava, ki se uporablja v tej proizvodni tehniki.Enota je sestavljena iz plošče, ki je gibljivo pritrjena na tla.Ko je motor vklopljen, prihaja v neprekinjenem gibanju, kar prispeva k tesnjenju betona.Kvalitativne lastnosti kamna se bistveno povečajo zaradi odstranitve zračnih mehurčkov;
- termokamera ali termično oblikovane vibracijske plošče .Te naprave dokončajo postopek in služijo za odstranitev pripravljenih modulov iz obrazcev.
Toplotna je zmogljivost, pri kateri se ohranja konstantna temperatura, olajša kritje ploščic
Stopnje izdelave ploščic z ulivanjem
V praksi je za proizvodnjo majhnih količin ploščic dovolj, da se z mešalno šobo uporabi vibracijska gred in luknjač.
Splošno zaporedje del je mogoče opisati takole:
- Delovna mešanica se tali v mešalnik betona.Barve se vnesejo v maso, če je treba ploščo kupiti želeno barvo, mehčalce in dispergatorje (snovi, ki izboljšajo homogenost betona), kar izboljša zmogljivost in tehnične lastnosti končnega materiala;
- raztopina je napolnjena v obrazce;
- na oblikovanem vibrostonskem betonu dokončamoJaz bom
- sušenje ploščic;
- Na zgibni mizi se izdelek odstrani iz obrazcev.
Značilnosti pridobljenih proizvodov:
- Končni ploščice imajo gladko površino in privlačen videz;
- material je lahko predstavljen v velikem razponu;
- Moduli nimajo stroge geometrije, ker so izdelani v različnih oblikah.

Da bi dosegli visoko odpornost proti zmrzovanju v postopku izdelave betona, modifikatorjev in mehčalcev , je potreben tudi višji strošek cementa, ki vpliva na stroške.
Vibracijska tehnologija vam omogoča izdelavo velikega izbora pločnikov z edinstvenimi zunanjimi značilnostmi.Kakovost prejetih modulov je dovolj za izboljšanje vrta ali koče.
Vibropressing
Metoda vključuje uporabo delno suhe delovne raztopine in praktično popolno avtomatizacijo proizvodnega procesa.Za delo so potrebni mešalniki betona, ki omogočajo pripravo delovne raztopine z nizko vsebnostjo tekočine in vibropres.
Vibropress je avtomatizirana naprava , pri kateri načelo:
- Delno suha delovna mešanica se napaja z matricami iz lijaka.Obrazci so postavljeni na vibracijsko mizo;
- je preboj spuščen, tako da raztopino pritisnemo na matrico;
- vključuje vibracije (vibracijsko mizo in udarno glavo);
- vibracije so odklopljene, matrika je odstranjena iz izdelka;
- na transportnem traku se modul premakne iz vibracijskega stiskalnika,cikel se podvoji.
Giljotina je posebna naprava za lupljenje /rezanje pločnikov. V praksi se namesto tega uporablja običajni bolgarski z diamantnimi krogi
.Za popolno avtomatizacijo postopka so lahko potrebni giljotina in nakladalniki. Poleg tega se za delo uporabljajo različni tipi opreme - vibropropulacija je lahko stacionarna ali ročna.
Ročna enota je optimalna za proizvodnjo materiala v majhnih količinah . Naprava ne uporablja hidravličnega pogona, kompresija pa se izvaja s pomočjo inercialnega tovora. Stroj je nameščen na enaki površini in priključen v vtičnico.
Značilnosti pridobljenega materiala:
- dolgotrajno izkoriščanje;
- moduli se razlikujejo po strogi geometriji, grobi površini;
- beton, uporabljen v seriji, za katerega je značilno nizko razmerje cementa in vode. Povzroča odpornost proti zmrzovanju (200-300 ciklov), trdnost (M200 /M400) ploščic in zmanjšuje stroške cementa.
Metoda omogoča izdelavo velikih količin modulov, vendar omejen obseg.Kakovost ploščic je višja od kakovosti ploščic , vendar je za pridobitev popolnoma novega izdelka potrebno kupiti nov blok z matriko in ponovno konfigurirati opremo. Za vibriranje je dovolj, da kupite novo obliko.
Stroški
 Če želite kupiti opremo za proizvodnjo pločnikov, lahkoizračunate za določen znesek stroškov:
Če želite kupiti opremo za proizvodnjo pločnikov, lahkoizračunate za določen znesek stroškov:
- Vibracijske ploščice za izdelavo pločnikov (oprema) - cena se začneod 22 t
- obrazci za delo z opremo za izdelavo pločnikov - cena se začne od 30 p /s.
- za zmanjšanje deleža fizičnega dela zahteva betonski mešalnik (oprema za proizvodnjo pločnikov lahko kupite skupaj z mešalnikom), cena enote - 15-18 ton p;
- dodatna oprema za proizvodnjo pločnikov: stroški giljotine za pločevinaste ploščice so 30 ton,
- vibropress - oprema za izdelavo pločnikov z vibropressingom, cena se začne od 300 t.
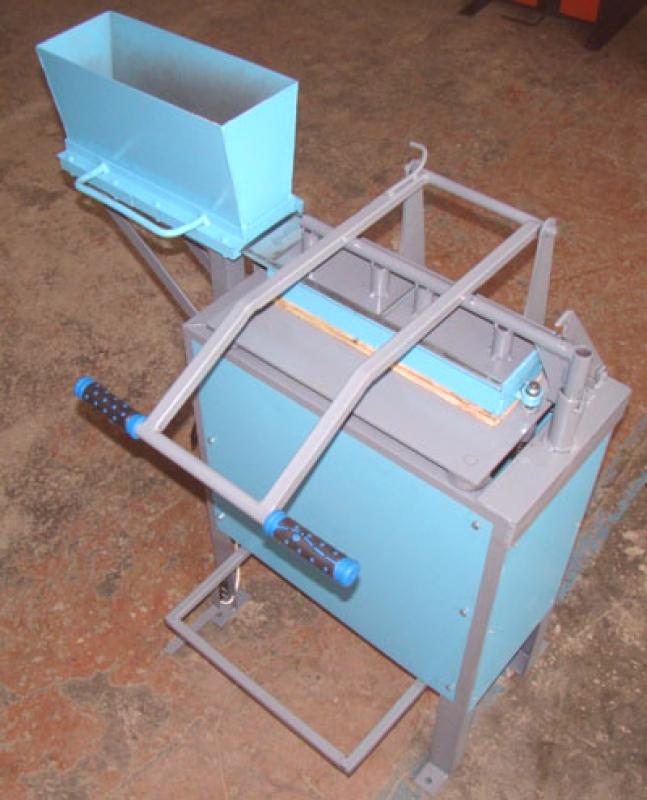
Kako narediti vibro palico z lastnimi rokami
Za izdelavo majhnih količin tlakovanih plošč lahko z lastnimi rokami zgradite vibrostil bloka.Praktičnost dela zagotavlja enota z namiznim 600 * 800 mm, visokim 90 cm.
Lahko se uporabljajo kovinski deli, ki se uporabljajo pri delu
.Strukturne značilnosti temeljev:
- noge so izdelane iz cevi s kvadratnim prerezom 40 * 40 * 1.5;
- podplati 55 * 55 mm, list 1,5 mm;
- zgornje križišča 40 * 20 * 1,5;
- spodnji prehodi 20 * 20 * 1,5;
- v vogalih so varjeni vijaki M14 * 40, na katere bodo nameščene vzmeti in točilne plošče;
- na strani varjene pločevine 1,5 mm - za pritrditev vtičnice in stikala.
Konstruktivne značilnosti namizja:
- površina je izdelana iz jeklene pločevine 8,0 mm, 600 * 800 mm;
- okvir je lahko izdelan iz cevi 40 * 40, 40 * 20 mm;
- za pritrditev vzmeti v vogalih;
- v osrednjem delu je varjen kanal št. 8, s štirimiluknje f15. Primerno je vrtati odprtine v treh stopnjah - ф3, ф6, ф15. Motor bo pritrjen na vod (z uporabo matic in vijakov);
- štiri vzmeti. Lahko vzamete vzmeti iz vseh starih avtomobilov, notranji premer 21 mm, zunanji - 27 mm, dolžina približno 65 mm. Če pripravljeni vijaki obrežejo gumijaste cevi in nato vzmeti, bodo bolj stabilni in zagotavljajo popolne vibracije.
Izbira vibratorja
 Enoto lahko odstranite iz stare domače naprave ali kupite v tovarni.Naprava mora delovati iz standardnega omrežja 220 V. Optimalna moč je 0,9 kW . Pritrditev na kanale je narejena z uporabo vijakov 100 * 16 mm, skozi podložke in graverje.
Enoto lahko odstranite iz stare domače naprave ali kupite v tovarni.Naprava mora delovati iz standardnega omrežja 220 V. Optimalna moč je 0,9 kW . Pritrditev na kanale je narejena z uporabo vijakov 100 * 16 mm, skozi podložke in graverje.
Po namestitvi se izvede nadzor moči (če je tovarniška naprava prisotna).Amplituda vibracij mora biti približno 1,0 mm . Prav tako potrebujete podaljšek, vtičnico, stikalo, vilico. Električna energija mora biti ozemljena.
Pri sestavljenem izdelku (varjenje se uporablja pri delu) je priporočljivo barvati s kovino, da se prepreči pojav rje.Na obodu mize so stranicevarjene za preprosto uporabo, za kar lahko uporabite improvizirani material - debelo palico ali cev.
Primernost nakupa strokovne opreme je odvisna od ciljev čarovnika. Če je izdelava ploščic potrebna za tlakovanje dveh ali treh tirnic, lahko to storite tudi z materiali in minimalno stopnjo izdatkov. Če je predvidena širša paleta del ali lastna organizacijaproizvodno linijo, je priporočljivo kupiti profesionalne enote.
Proizvodnja in uporaba opreme za proizvodnjo pločnikov (tabela vibracij) je prikazana na videu: