Vsebina
- nega električnega spajkalnika z nichrome grelcem
- Kako pravilno dobiti bakreno žico na spajkalniku
- Kako zavajati grd želo
- Prednosti in slabosti električnih soldererov
Pritožba delovnega spajkalnika zahteva redno servisiranje. V nasprotnem primeru se bo spajka prenehala držati in spajka se bo spremenila v boleč postopek.
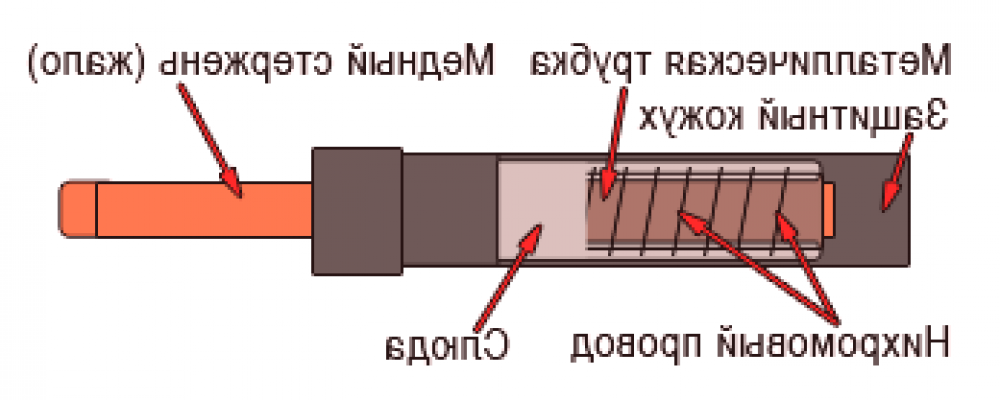
Novi električni spajkalnik je opremljen s čistim, nebeljenim žarom. Za spajkalnik z ne-kromiranim grelnim elementom je to bakrena palica, ki je ostra pod klinom.

To je primerno za povezavo žic med seboj in z zaključki električnih naprav. Za spajkanje majhnih podrobnosti je priljubljena ostrina pika izvedena s stožcem, kar vam omogoča, da se ne držite tiskanega vezja sosednjih elementov.

Skrb za električni spajkalnik z nichrome grelnikom
Nastavitev pika v spajkalniku je odvisna od njegove zasnove. V prvem primeru ga držimo v telesu zaradi rahlo sploščenega dela, medtem ko ga vstavimo in odstranimo z malo napora. V drugem - pritrdite vijak na telo spajkalnika. To je boljši način. Obe metodi pritrjevanja imata značilnosti, ki vplivajo na metode nege spajkalne konice.
Med dolgotrajnim delovanjem spajkalnika med stenami njegovega notranjega dela in žarom se lestvica dvigne, kar poslabša prenos toplote. Če se ne izbriše v času, potem ne bo mogoče razstaviti tega vozlišča, ne da bi ga prekinili. Sting se občasno odstrani, notranja površina se očisti s finim brusnim papirjem in vstavinazaj Pri pritrjevanju vijaka je to lažje, le vijak mora biti popolnoma zavit in zategnjen nazaj. V nasprotnem primeru ga ne bo mogoče premakniti iz kraja brez preloma. S preprostim fiksiranjem pika v telesu ga je potrebno izvleči. Včasih to podjetje ne dela, in poskuša za vsako ceno, da dosežejo svoje vodilo do zloma spajkalnika. Zato, bolj pogosto boste dobili od žela spajkalnik in ga očistite, dlje bo ostala njihova snemljiva povezava.

Še ena težava, ki se pojavi pri odstranjevanju žela, povzroča tudi odpoved spajkalnika. Dejstvo je, da se grelni element navije z ne-kromatsko žico na cevko mikanita. V notranjosti te cevi je vstavljen pik z minimalno razdaljo, ki zagotavlja maksimalen prenos toplote. Če se pena, ki nastane med delom, tesno blokira skupaj, potem razstavljanje razbije izolacijo micanita in zaklene del navitja med njimi. Težko je opaziti in z nadaljnjim delovanjem zaradi zmanjšanja upornosti navitja se bo tok, ki ga porabi spajkalnik, povečal, Nihrum se bo pregrel in sežgal. Torej, če dolgo časa niste dobili spajkalne svetilke ali se upira ekstrakciji, je najbolje pustiti vse, kar je.
Velikost dela pika, nameščenega v spajkalniku, s preprosto montažo, je omejena na pritrdilne štrleče dele. Če uporabljate vijak na ohišju v ta namen, morate vgradno globino pravilno nastaviti. Če je želo pregloboko, se bo povečalo tudi ogrevalno območjetoplotna moč se bo zmanjšala, saj bo videti manjši del.Zato bo hitreje gorila.Poleg tega bo kolofonija ali maščoba na spajkanju zgorela, preden se bo pojavila na pravem mestu.
Še ena pomanjkljivost, povezana z električnimi grelci s kromiranim grelnikom, je kršitev izolacije med ohišjem in grelnim elementom.Značilno je, da pride do poškodb na začetku ali koncu navitja, to je bližje enemu od sponk vtiča.Prisotnost "faze" na telesu spajkalnika je odvisna od njegove lokacije v vtičnici.Prisotnost poškodbe je mogoče določiti z enopolnim indikatorjem napetosti.Če želite to narediti, se morate dotakniti telesa delovnega spajkalnika, nato vtaknite vtikač v vtičnico in ponovite preskus.Če kazalec določi prisotnost "faze", je treba spajkalnik takoj izmetati.Stanje izolacije testerja ali multimetra lahko preverite z merjenjem upora med ohišjem in vtičem vtiča.
Tokokrog ne vpliva na delovanje tokokroga, vendar se s hkratnim dotikom s kovinskimi predmeti udarec in delo z roko udarita v tok.Poleg tega lahko povzroči okvaro elektronskih komponent.Pri njihovem spajkanju je mogoče onemogočiti in vse polprevodniške elemente naprave.Pri dotikanju žela ozemljenih kovinskih predmetov se spajkalnik sam ne uspe, ker se v njem pojavi kratek stik.Če spajkalnik deluje iz spodnjega transformatorja, njegova poškodba izolacije ne vpliva na električno varnost.
Električna pištola za spajkanje se ne priporoča, da jo dlje časa puščate, ne da bi opravljali kakršnokoli delo, saj je žarenje izgorelo.Če pogosto pride do situacije, ko morate prenehati z delom in jo nato hitro obnoviti, lahko sestavite majhno napravo s stikalom in diodo.Če je potrebno, za nekaj časa, da se spajkalnik prenese v "vročo rezervo", se napajanje prek stikala napaja preko diode in začne delovati z močjo dvakrat manj.Naprava je primerno nameščena v ohišje podaljška, ima standardno stikalo.V tem primeru je mogoče preklopiti eno vtičnico, ostalo pa lahko uporabite po lastni presoji, na primer za priključitev popravljalne opreme, osciloskopa ali drugih merilnih naprav.Spajalno vtičnico lahko označite z oznako ali z drugimi razpoložljivimi metodami.
Včasih je nameščeno stikalo na stojalu, ki prek diode preklopi moč spajkalne spajke.Ta metoda ima pomanjkljivost: vsakič, ko je spajkalnik iz stojala, bo moral počakati, ko se segreje na zahtevano temperaturo.To znatno upočasni spajkanje.
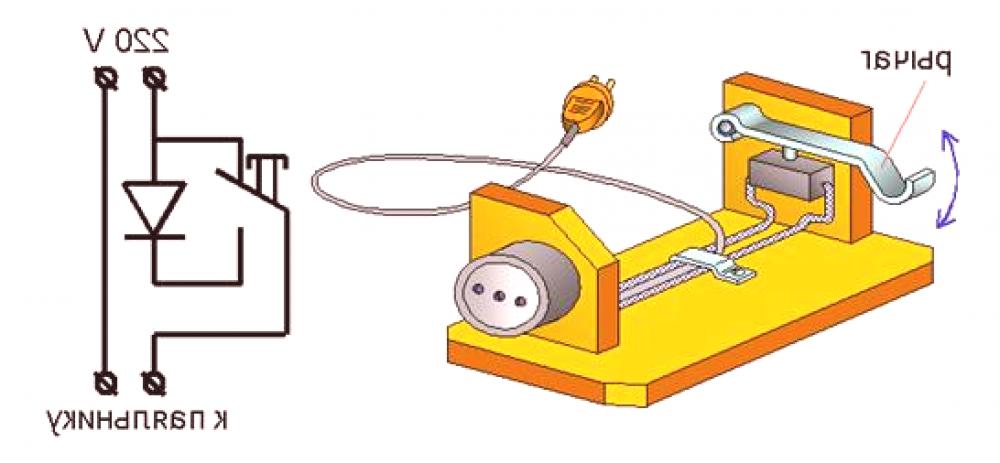
Spajkalno stojalo s končnim stikalom
Uporabite lahko tudi regulator moči spajkalnika.Kupite ga lahko sami.Toda v nekaterih primerih (na primer za spajkanje žic v priključnih škatlah) bo ta naprava odveč.Za delo z elektronskimi komponentami je nadzor temperature peči zelo dragocen, zato je bolje uporabiti keramični spajkalnik za te namene.ali spajkalne postaje, imajo regulacijo in stabilizacijo temperature žela, in ne samo spremeniti moč, ki jo porabi spajkalnik.

Spajkalnik Atten SS-50 s temperaturnim regulatorjem
Kako priti do bakrene peči v spajkalnik
Pred uporabo je treba poškodovati. V nasprotnem primeru se požiralnik ne bo držal njega in spajka bo nemogoča. Razmislite o načinih pravilnega dotika spajkalne svetilke. Za ta postopek boste potrebovali:
- kolofonija;
- Sipi;
- lesena palica;
- brusni papir z drobnim zrnjem ali pila.
Površino novega štedilnika obdelujemo z brusnim papirjem, nameščenim na palici, da zasije. Če je bil pik zagnan v obratovanje, je njegova površina neenakomerna in porozna z votlino, potem pa se mora pred izpiranjem poravnati z datoteko. Najbolje je, da ga odstranite iz spajkalnika in ga stisnite v vmesnik. Če je iz zgoraj navedenih razlogov nemogoče razstaviti želo, lahko to storite brez njega. Menijo, da je letalo za spajkanje je bolje, da ne oblikujejo datoteke, ampak otkovyvaniem, postopoma glajenje konico kladivo želo. Ta proces je bolj delovno intenziven in zahteva določene veščine, vendar bo zaradi požirka baker manj umil. Odločitve v njem bodo oblikovane počasneje, preobrat pa ne bo kmalu.
Zdaj namestite žico in namestite spajkalnik v mrežo. Hkrati občasno kontroliramo ogrevanje, dotikajo se kolofonije. Takoj, ko se začne taliti, jo pokrivamo s celotno delovno površino. V procesu gorenja kolofonija proces periodičnoponovite, počakajte, da temperatura postane zadostna za taljenje spajka.Takoj ko se to zgodi, pokrijte celotno delovno površino pika s spajkom in odtrgajte odvečno količino.
Površina mora biti popolnoma napadena.Če obstajajo vrzeli, ali pik ne zatika, potem je oksid slabo odstranjen.Da bi se izognili ohlajanju spajkalnika in ne drgnite površine, uporabite majhen trik.
Brusni papir postavimo na palico, na njej pa kos kosilnice.S spajkalnikom izperemo in očistimo delovno površino pika z lakom za nohte v rutilnem mediju.Občasno dodajte požirek.Ta metoda je primerna tudi za hitro obnovitev delovne površine.Takoj, ko ni golih površin, je priporočljivo popraviti stanje z uporabo brusnega papirja in kolofonije.Bolje bo kasneje poravnati površino z datoteko.
Kako vganj grdega pika vara
Skupni bakreni želodec ima slabosti: malo izgoreva, kar zahteva pogosto ponavljanje zgoraj opisanih postopkov čiščenja.Iz nje je nemogoče odstraniti vso juho, ki je potrebna za spajkanje ohišja nekaterih čipov.
Te pomanjkljivosti niso prikrajšane za zbadanje, katerih površina je prekrita s plastjo niklja.Vendar potrebujejo posebno nego.Premazni sloj je tanek, ne more biti opraskan.Zato nikljevih kamnov ni mogoče očistiti z datoteko, nad glavo in celo smirkovim papirjem.Ne morete niti pretresti od njih udarec na stojalo za spajkanje.Če je sloj prevleke poškodovan, se baker izpere iz njega in pik postane neuporaben.Zatobo mu všeč baker, ne bo uspelo.
Za napad na želo žela bo potrebno:
- kos bombažne tkanine (lahko uporabite staro brisačo);
- kolofonije;
- Stvari.
Tkanino je treba obilno navlažiti v vodi in stisniti, v kozarec kolofonije pa vrgati majhen kos spajke. Ogrejte spajkalnik, nato ga močno drgnite z žarom na mokri krpi, drgnite okside. Nato ga hitro potopite v kolofonijo, ki se v njem topi v rezini. Želo se izpere v rutilnem mediju, ki raztopi oksidne ostanke. Po tem morate brusiti na isti tkanini, ki je bila prvič uporabljena.
Za čiščenje žarilnih filamentov med delom se prodajajo posebne celulozne spužve, ki se prodajajo v trgovinah z elektroniko. Pred uporabo je treba namakati v vodi, da se stisne presežek. Bolje je, da uporabite glicerin, medtem ko se ne bo izsušil. Pri delu morate občasno obrisati konico spajkalnika na gobici, odstraniti okside in prekomerno spajkanje.
Za te namene lahko še vedno uporabljate volneno gobo (medenino ali baker). Prav tako se prodaja v radijskih amaterskih trgovinah. Primerna je tudi krpica za posode iz nerjavnega jekla, vendar le mehka, tako da žarov ni opraskan.
Toda vse te metode morda ne bodo pomagale, če se spajkalnik z grdo pečjo pregreje. Njena temperatura ne sme presegati 300 C. Zato jih je treba uporabljati samo v spajkalnikih, ki imajo regulacijo temperature s stabilizacijo.
Regulatorjev moči nipomagati, saj je težko izbrati operacijo. Temperatura glede na spreminjajoče se spajka, ko spajkalnik ne deluje na stojalu, da Maximal, ko spajka stopi - se zmanjša. Napetost se lahko tudi spremeni in vpliva na temperaturo. V keramični spajkalniki in spajkanje postaje organiziran nastavitev s pomočjo senzorjev vgrajene v spajkalnika. Začetna temperatura nastavljena s strani uporabnika, in kontrolna enota podpira brez njega. Prav tako ni priporočljivo, da imajo dolgo vroče neobhoraemoe želo brez lotom.
Druga prednost neobhoraemыh Ubrannogo zasnovan za keramične spajkalniki in spajkalne postaje - so odstranljive in enostavno spremeniti. Proizvajalci proizvajajo Ubrannogo široko paleto različnih oblik in velikosti, ki so namenjeni za različne vrste dela. Lastniki spajkanje grelnika železa nihromovym morali narediti spremembe, s katerimi bi jih univerzalna, izumiti nekaj vložki veter na želo debele bakrene žice. To ne pomeni, da spajkanje proces lažji, hitrejši - nasprotno. In če pomislimo, da je ta sprememba v času od pika spajkanje ni tako enostavno, potem je uporaba različnih oblik površine segrevanja za njega, da pozabimo vse.
Prednosti in slabosti electrosoldering
Ceramic spajkanje Kompaktna in ekonomična. Njihova grelni element vgrajen v svoje želo in zagotavlja hitro ogrevanje. Toda te grelni elementi ne prenašajo ekstremne temperature, zato je bolje, da ne bo hitro ohladi. Prav tako neUporabite želo, za katero se ne izračunavajo: spreminjanje temperaturnega načina bo takoj odstranilo grelni element.
Najbolj univerzalno spajkalno orodje so seveda spajkalne postaje. V njih lahko spremenite želo, gladko nastavite temperaturo. Večje število jih deluje pri zmanjšani napetosti in galvansko rešeno z napajanjem, prav tako pa imajo možnost priključitve tal na spajkalnik. Skupaj z uporabo ozemljitvene zapestnice to preprečuje okvaro elektronskih komponent pred statično elektriko in omrežnim prometom.

V spajkalnih postajah obstaja le ena pomanjkljivost: zasedajo več prostora na mizi kot običajni spajkalni likalniki in z njimi je težko delati v terenskih pogojih. Zato, izbiro, ki spajkalnik je bolje, morate biti vodeni s tem, kar boste spajkanje, kje in kako pogosto. In spajkalnik bo odvisen od izbire, kateri žar bo treba izkoristiti.






