"Polipropilenske cevi so narejene z ekstruzijo iz termoplastičnega polimera-propilena. To vam omogoča, da dosežete dobro varjenje homogenih elementov "(Wikipedija ekstrakcija).
"Polipropilenske cevi so narejene z ekstruzijo iz termoplastičnega polimera-propilena. To vam omogoča, da dosežete dobro varjenje homogenih elementov "(Wikipedija ekstrakcija).
Dober dan, dragi prijatelji! Danes predlagam nadaljevanje pogovora, ki je potekal 7. marca ...
Polipropilenske cevi zaradi demokratične cene in enostavne povezave zavzemajo vodilno mesto pri namestitvi vodovodnih omrežij. Kljub navidezni krhkosti in kratkotrajnosti, zanesljivo služijo inženirskim komunikacijam številnih stanovanj in hiš. Še posebej privlači njihovo namestitev, omogoča nekaj minut, da ustvarite trdno povezavo. Torej, naša tema je spajkanje polipropilenskih cevi z lastnimi rokami.
- 1 Najprej bomo poročali o prednostih takšnih cevi
- 2 Pojdite na glavne - varilne polipropilenske cevi 2.1 Minimalni nabor orodij za delo 2.2 Kako poplaviti cevi? Zaporedje dejanj 2.3 Naslednja faza - pripravimo gradivo 2.4 Pripravite polipropilenski spajkalnik 2.5 Tehnologija varjenja
- 2.1 Minimalni nabor orodij za delo
- 2.2 Kako poplaviti cevi? Zaporedje ukrepov
- 2.3 Naslednja faza - pripravimo gradivo
- 2.4 Priprava spajkalnika za polipropilen
- 2.5 Tehnologija varilnega postopka
Najprej me obvestite o prednostih takšnih cevi
- Življenjska doba aplikacij različnih proizvajalcev je od 20 do 50 let;

- Ni nagnjena k koroziji, usedanju apnenca in ne zahtevabarvanje
- Varjenje (spajkanje) elementov cevovodov je monolitna povezava;
- relativno elastičen in se ne boji zmernih fizičnih (udarnih) obremenitev;
- Vlaženje (glajenje) vibracij in hrup skozi njih vodi;
- imajo kemično odpornost, ne prehajajo kisika, je odličen dielektrik;
- Razlite povezave ne zahtevajo nadaljnjega vzdrževanja;
- Okolju neškodljiva in poceni.
Obrnemo se na glavne varilne polipropilenske cevi
Varjenje in spajkanje polipropilenskih cevi (PP cevi) je koncept ene vrste. Zato sta v besedilu oba izraza ustrezna.
Dobre novice. Za spajkanje ni potrebna posebna kvalifikacija. Spajka samega propilena ni zapletena. Glavni pogoj je dosledno izvajanje navodil in razpoložljivost posebnega orodja.
Najmanjši nabor orodij za delo
Skratka, z nakupom ali prevzemom specialističnega kompleta od prijateljev lahko vse zgoraj navedene sestavine dobite v enem kovčku. In vendar potrebujete ruleto, svinčnik ali marker.
Strokovnjaki ne priporočajo poskusnih kombinacij PP cevi z improviziranimi orodji (brez posebnega orodja). Kakovost takšnih ukrepov je zelo zaskrbljujoča. Čeprav se to zdi nekomu, je to mogoče.
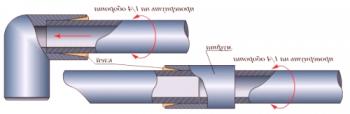
 Načelo povezave je vna naslednje: vzporedno se segreje rob elementov "v vroči obliki" pritrdi, pri tem pa tvori nepremično tesnilno maso.
Načelo povezave je vna naslednje: vzporedno se segreje rob elementov "v vroči obliki" pritrdi, pri tem pa tvori nepremično tesnilno maso.
Kako spajati cevi? Zaporedje ukrepov
Torej imate potrebna orodja. Recimo, da ste kupili ali zakupili.
Naslednja faza - pripravimo gradivo
 1) PP cevi so izmerjene in odrezane s cepilnikom ali rezalniki pod kotom 90 °. Tako dobljeni rez mora biti enak in čist, brez "resnic".
1) PP cevi so izmerjene in odrezane s cepilnikom ali rezalniki pod kotom 90 °. Tako dobljeni rez mora biti enak in čist, brez "resnic".
2) Označite označevalnik ali svinčnik z globino varjenja (razdalja, do katere je cev vstavljena v priključek). Za določitev velikosti uporabite navodila proizvajalca (običajno 10-15 mm). Upoštevajte, da je natančna označba zelo pomembna točka, ki je odvisna od natančnosti, estetike in kakovosti prihodnjih komunikacij.
3) Mesto spajkanja se očisti iz vlaken in prahu, nato pa razmašči. Če je to zanemarjeno, obstaja nevarnost neprepustnosti. Niste v naglici Zhekhov vodovodar, zato bodite pozorni na to vprašanje. Mimogrede, za higienske alkoholne prtičke iz lekarne bodo sprejete za razmaščevanje.

Na zunanjem robu cevi je posneta posnetek priporočene globine in kota. V skladu z evropskimi standardi se posnetek mora poglobiti v 2-3 mm pod kotom 15 °. Ruski standardi označujejo kot 45 ° in dolžino, ki ustreza 1/3 debeline cevi (to je za vas splošni razvoj, v praksi se to nikoli ne zgodi in nikoli ne boste merili kota).
Za odstranitev posnetka je primerno katero koli orodje, ki vam omogoča, da delate lepo. Običajno je tooster nož, in bolje - kos velikega brusnega papirja (sukanje konca cevi in vse je pripravljeno). Mesto šamota je treba očistiti in razmaščiti.
Strokovni svet: Pri rezanju majhnih kosov (da se prepreči popačenje) držite daljši del na desni. Brezpogojno udobje polipropilenskih cevi - možnost pravilne uporabe vode in toplote, po 10-20 minutah po koncu varjenja.

Pripravimo spajkalnik za polipropilen
Spajkalnik ("železo") se zbira in pritrdi na stojalo. Glede na premer cevi so nameščene šobe želene velikosti.
Regulator termostata je nastavljen na temperaturo 260 ° in pričakujemo segrevanje *. O dosežkih signaliziramo kontrolno žarnico. * temperatura ogrevanja se lahko spreminja.
Tehnične pomanjkljivosti vključujejo nerodnost uporabe varilca na nedostopnih mestih. Če bo delo na višini (dobesedno), je potreben pomočnik, ker potrebujete spretnost in hitrost, kar omogoča nekaj sekund, da odstranite dele iz spajkalnika in se povežete.
Tehnologija varjenja
Sledite vsem korakom v termo-zaščitnih rokavicah (pogosto priloženih spajkalniku). Tudi kratkotrajni nenamerni dotik "likalnikov" z golimi rokami povzroči opekline.
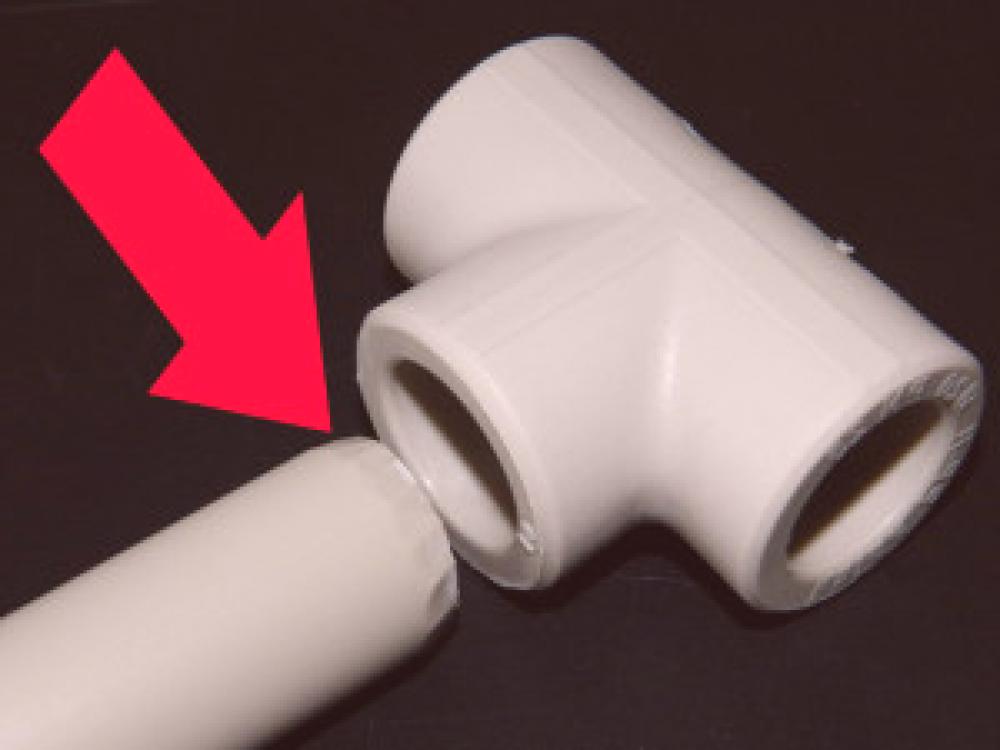
1) Cev se vstavi v pravilno izbrani vroči tulec na globini, ki je označena na njeni površini 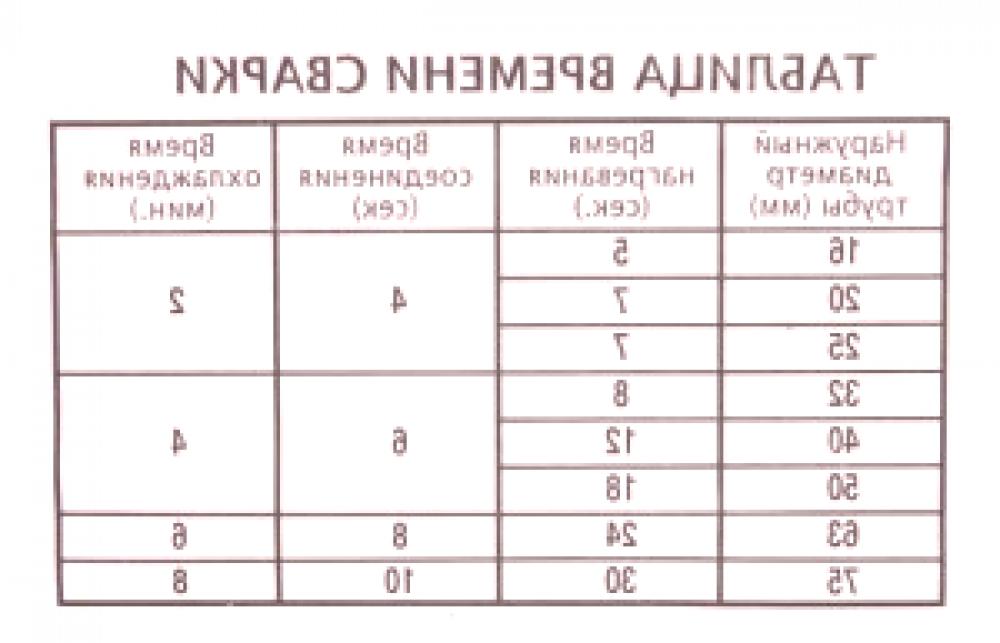 , pri čemer se priključek približuje tako imenovanemu doku. Oba ukrepa se izvajata hkrati. Danadelo ne zahteva veliko fizičnega napora. To je posledica dejstva, da so šobe izdelane v obliki stožca z majhnim kotom.
, pri čemer se priključek približuje tako imenovanemu doku. Oba ukrepa se izvajata hkrati. Danadelo ne zahteva veliko fizičnega napora. To je posledica dejstva, da so šobe izdelane v obliki stožca z majhnim kotom.
 Pozor!Polipropilenskih elementov ni mogoče obračati, ko so nameščeni na varilne šobe. Cev in fiting se vzdržujeta določen čas glede na debelino in tip. Čas segrevanja (taljenje) je podan v tabelah.
Pozor!Polipropilenskih elementov ni mogoče obračati, ko so nameščeni na varilne šobe. Cev in fiting se vzdržujeta določen čas glede na debelino in tip. Čas segrevanja (taljenje) je podan v tabelah.
Če se delo opravi pri temperaturi pod + 10 °, se čas taljenja poveča za 2-4 sekunde (odvisno od cevi). Če je spajka pravilno izvedena, se luknja ne sme zožiti.
2) Ob izteku nastavljenega časa istočasno odstranimo priključek (T-element, vogal, sklopko) in cev iz varilnih šob in brez odlašanja priključimo ogrevane elemente. Trajno jih fiksiramo v tem položaju približno 10-20 sekund. V tem času se varovalni deli medsebojno sklopijo.
 Pozor!Ne potiskajte delov z velikim naporom. To lahko privede do zgostitve, zmanjša lumen cevnega kanala. To ne storite pri povezovanju rotacijskih gibov in nadzoru poravnave osi v obeh ravninah.
Pozor!Ne potiskajte delov z velikim naporom. To lahko privede do zgostitve, zmanjša lumen cevnega kanala. To ne storite pri povezovanju rotacijskih gibov in nadzoru poravnave osi v obeh ravninah.
Če je kotni nastavek vnaprej določen, boste določili, v katero smer bo usmerjen kot.
3) Zvar je zaključen. Dovolite mu, da se končno vzpne 3-8 minut. Čas je neposredno odvisen od premera (daljši je, daljši je).
 Pozor!Če opazite kaj narobe, si zapomnite, da imate le nekaj sekund, da spremenite svoj relativni položaj. Po tem se bodo hitro ohladili in nadaljnji premiki lahko negativno vplivajo na kakovost povezave.Lažje je reči - skakalec zmanjka.
Pozor!Če opazite kaj narobe, si zapomnite, da imate le nekaj sekund, da spremenite svoj relativni položaj. Po tem se bodo hitro ohladili in nadaljnji premiki lahko negativno vplivajo na kakovost povezave.Lažje je reči - skakalec zmanjka.
Preverite kakovost varjenja - previdno odrežite PP-priključek na mestu, kjer je priključen na cev. Če bo rez imel homogeno površino (brez spojev in drugih deformacij) - potem je vse uspešno opravljeno in povezava dveh delov je postala, kot pravijo, "ena celota".

S premikom od vhoda v dvižni vod na različne točke (ventili, obračunske naprave itd.) Se izvede namestitev PP cevi s priključki. Treba je upoštevati, da je "prva palačinka vedno koma." Zato je bolje delati ločeno na enostavne priprave in konfiguracije ...
In to so video vadnice, ki vam bodo pomagale obvladati teorijo. In ne pozabite: najboljši učitelj je praksa. Ne morem razložiti in povedati vseh odtenkov, toda tudi oni so. Obstaja več prakse - to bo odličen rezultat.
 V anketi : - In zakaj imate takšne trobente?
V anketi : - In zakaj imate takšne trobente?
- Samo, da imamo tako trdo vodo.
Hvala vsem, ki ste prebrali konec in pozitivno ocenili informacije. Uspešno in zanesljivo spajkanje vaših cevi! Se vidimo v naslednjih člankih!
Citat modrosti:Večja je prevara, več resnice zmaga(Johann Schiller).