Kovinske cevi se vse bolj zamenjujejo s plastiko, zlasti iz polipropilena. Imajo dolgo življenjsko dobo (do 50 let), ne rje, ne gnilobe, stehtamo malo, vendar še vedno lahko zberete vse s svojimi rokami, ne da bi pritegnili strokovnjake. Zavijanje polipropilenskih cevi zahteva nekaj spretnosti, vendar hitro pride. Vnaprej lahko vadite na majhne ostanke in poceni okovje, nato pa se lotite ustvarjanja resnejših stvari.

Naredite, mimogrede, lahko ne samo vode ali ogrevanje, ampak tudi veliko koristnih in koristnih stvari
Vrste in destinacije
- 1 Vrste in namen
- 2 Kaj je varjenje polipropilenskih cevi
- 3 Kako variti3.1 Pripravljalna dela 3.2 Kako dolgo segrejemo 3.3 Tehnologija
- 3.1 Pripravljalna dela
- 3.2 Kako dolgo segreva
- 3.3 Tehnologija
- 4 Distribucija polipropilenskih cevi4.1 Metode zlaganja 4.2 Nianse spajkanja
- 4.1 Metode zlaganja
- 4.2 Nianse spajkanja
Polipropilenske cevi so lahko štiri barve - zelena, siva, bela in črna. Različne lastnosti so le črne - imajo visoko odpornost na ultravijolično svetlobo in se uporabljajo pri polaganju zalivalnega sistema na tleh. Vse druge imajo podobne značilnosti in so razporejene v zaprtih prostorih ali zakopane v zemljo.
Polipropilenske cevi imajo naslednje namene:
- Za hladno vodo (temperatura do + 45 ° C). Preprosto jih ločite povzdolžni pas modre barve.
- Za oskrbo s toplo vodo (segrevanje do + 85 ° C).Značilni riž je trak rdeče barve.
- Univerzalno (maksimalno segrevanje do + 65-75 ° C, odvisno od proizvajalca).Razporejena sta dve pasovi blizu - modre in rdeče.

Barve ne vplivajo na značilnosti
Za hladno in toplo vodo so cevi z različnimi značilnostmi.Prikazano je na oznaki:
- PN10 se uporablja izključno v sistemih hladne vode (do + 45 ° C) z nizkim tlakom (do 1 MPa).Imajo majhno debelino stene.Za večnadstropne zgradbe se ne prilegajo.
- PN16.Pogosto označen kot univerzalen, vendar bolj pogosto uporabljen za hladno vodo - prenese ogrevalni medij do + 65 ° C in tlak do 1,6 MPa.
- PN20.Cevi debeline, ki lahko prenašajo okolje do temperature do + 80 ° C, prenesejo pritisk do 2 MPa.Uporablja se za razgradnjo tople vode in ogrevalnih sistemov.
- PN25.To so ojačane polipropilenske cevi (folija ali steklena vlakna).Zaradi prisotnosti ojačitvene plasti imajo pogosto manjšo debelino stene kot PN20.Temperatura ogrevalnega medija - do + 95 ° C, tlak do 2,5 MPa.Uporabljajo se za oskrbo s toplo vodo in ogrevanje.
Vsi so izdelani v različnih premerih - do 600 mm, vendar se uporabljajo v stanovanjih in zasebnih hišah, večinoma v velikosti od 16 mm do 110 mm.Upoštevajte, da je notranji premer označen, ker je lahko debelina sten različna.
Kaj je varjenje polipropilenskih cevi
Polipropilen se razlikujevisoka togost in za izdelavo potrebnih konfiguracijskih sistemov se uporabljajo okovja iz istega materiala. To so različni vogali, tee, obvodnice, adapterji, spojke itd. S cevi so povezani s spajkanjem. Ta proces se imenuje tudi varjenje, vendar se njegovo bistvo ne spreminja: oba elementa se segrejeta do tališča in sta v vročem stanju med seboj povezana. Ko je pravilno izvedena, se povezava izkaže, da je monolitna in ne služi nič manj kot same cevi.

Pribor za polipropilenske cevi omogoča izdelavo sistema poljubne konfiguracije
.Za povezavo polipropilena s kovinami so kombinirani okovji, pri katerih je en del izdelan iz kovine in je povezan z navojnim priključkom, drugi pa je polipropilen - varjen.
Varjenje polipropilenskih cevi se izvaja s posebno napravo, ki se imenuje spajkalnik ali varilni stroj. To je majhna kovinska platforma, znotraj katere je električna spirala, grelna površina. Zaradi te zasnove se ta enota imenuje tudi železo.

Dva modela za stroj za varjenje cevi
Za povezavo dveh elementov se taljive površine segrejejo do tališča (+ 260 °). Za segrevanje elementa na želeno globino so na varilni ploščadi nameščene dve različni kovinski teflonski premazi:
- za segrevanje notranje površine se uporabi moznik (manjši premer);
- za zunanje ogrevanjepovršine položite na rokav.

Spajkalne šobe za polipropilenske cevi
Na ustrezne šobe se hkrati namestita dva povezovalna elementa, ki se zadržita določen čas (nekaj sekund) in nato priključita. Tako poteka varjenje polipropilenskih cevi.
Kako variti
Zasnova spajkalnika za polipropilenske cevi je nekoliko drugačna, vendar so načela dela z njimi skupna. Obstajata dva glavna modela - s ploščato ploščadjo ali cilindričnim grelcem. Pri normalni kakovosti obeh teh in drugih dela, praktično ni razlike. Komu je to bolj priročno in se odločijo.

To izgleda kot dobro oblikovana povezava v odseku - kot celota
.Pripravljalna dela
Pred začetkom dela je potrebno spajkalnik segrevati, vendar to ni tako enostavno. Vrstni red priprave je naslednji:
- Sprva so na peron nameščene šobe ustreznega premera.
- V luknji na ploščadi je raztegnjena škrbina, na njej se nosita na obeh straneh doka in lupine, zategnjeni z maticami na obeh straneh.
- Če je grelni element v obliki cevi, se šobe prodajajo pritrjene na ploščo. Plošča se nosi na grelnem elementu, privijte pritrdilni vijak.
- Regulator je nastavljen na zahtevano temperaturo ogrevanja. Za polipropilenske cevi je temperatura varjenja + 260 ° C. Točno to je prikazano na krmilniku, ga spremenimo v omrežje.
- Čakanje na signal nastavljene temperature. Nekateri modeli imajo zvočni signal, večinoma pa se prižgejo ali ugasnejoLED (v različnih modelih na različne načine).
Spajkalnik je pripravljen za delo. Vendar je še vedno treba pripraviti cevi in fitinge. Prvi pogoj kvalitativnega varjenja je enakomeren. Rez mora biti strogo navpičen, brez brušenja in sekvestriranja. Tak rez lahko dobite s posebnimi škarjami. Spodaj imata dve široki ustnici, pritrdita cev na mestu in rezalni del je na vrhu.

Če na ta način razrežete, bo rez enakomerna in gladka
.Drugi pogoj za dobro spajkanje PP cevi - čisti, suhi deli z nizko vsebnostjo maščob. Če želite, da oskrba z vodo ali ogrevanje traja dolgo in ne teče, tega postopka ne smete preskočiti. Izrežite cev in nastavke očistite z alkoholom ali vodo z detergentom za pomivanje posode. Nato počakajte, da se vse posuši in šele nato začnete postopek spajkanja.
Kako dolgo se ogreva
Pri varjenju je treba polipropilen segrevati strogo do želene temperature. Pregrevanje in pregrevanje znatno zmanjšata kakovost šiva. Preveč segreta in mehča cev se ne prilega v priključek, nezadostno segreti material pa se ne varova.
Čas ogrevanja je odvisen od premera cevi, temperature zraka in je prikazan v tabeli.
Premer cevi iz polipropilenaDivina zajemanja Čas nastajanjaVarjenje Čas hlajenja
1612-14 mm5 s6 s2 min
2014-17 mm6 s6 s2 min
2515-19 mm7 s10 s2 min
3216-22 mm8 s10 s4 min
4018-24 mm12 z 20 c4 minutami
5020-27 mm18 s20 s4 min
6324-30 mm24 s30 s6 min
7526-32 mm30 s30 s6 min
Spajkanje je običajno možno pri + 5 ° C, vendar so podatki podani za + 20 ° C. Ko je vreme vroče, čas izpostavljenosti elementovSpajkalnik se skrajša za 30-60 sekund, hladnejši pa se poveča.
Bodite pozorni na "globino" kolone varjenja v tabeli.Ta oznaka je nameščena na cev.Nanj bo potrebno stisniti v okov.V tem primeru se pred robom okovja oblikuje majhen valjček staljene plastike.To pomeni, da je šiv pravilen.
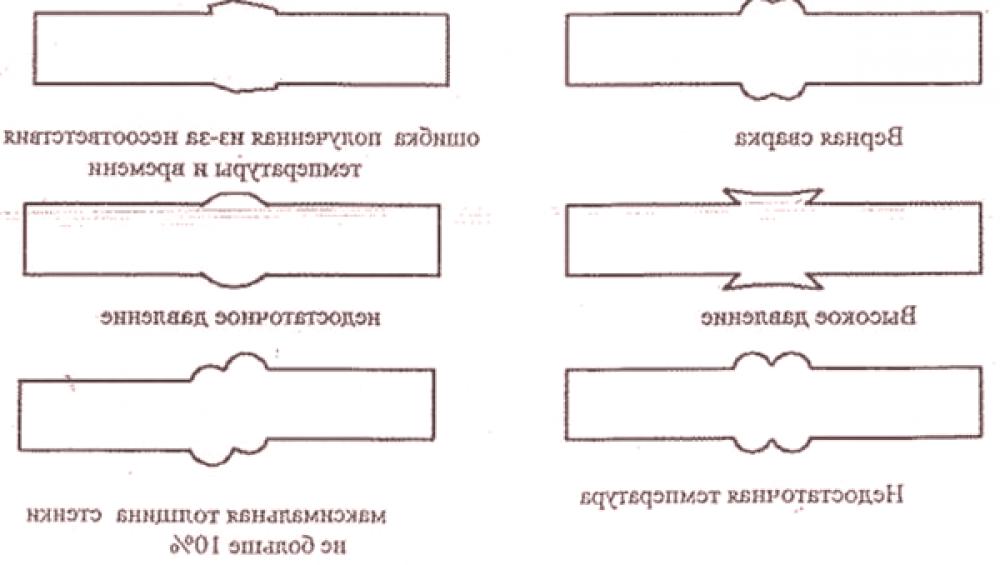
Napake, ki se lahko pojavijo pri varjenju polipropilenskih cevi
Drugi stolpec zahteva razlago - "čas varjenja".To je čas, ki je potreben za upogibanje in pritrditev varjenih elementov.
Na splošno, če poskusite vtakniti hladno cev v priključek, bi moralo biti zelo težko - zunanji premer cevi je nekoliko večji od notranjega premera priključka.To se izvede namerno, da se zagotovi nekaj odvečnega materiala, iz katerega je valj oblikovan na šivu.Da je varjenje polipropilenskih cevi zanesljivo, je bolje vzeti vse komponente istega podjetja.Torej se bodo zajamčene velikosti ujemale.V nasprotnem primeru je treba poskusiti - tako, da vgradnja ne "skoči", ampak jo težko raztegne.
Tehnologija
Kot smo že povedali, je treba pri varjenju polipropilenskih cevi čiščenje, razmaščevanje in sušenje.In šele nato lahko začnete spajkati.
To usposabljanje je primerno za vse vrste cevi, razen ojačane folije.V tem primeru, po rezanju želenega kosa, razrežite na folijo s posebno napravo - brivnik.Vstopi v cev in se nekajkrat obrne.S tem odstranimo zgornjo plast plastike, po kateriLahko razmaščite in spajate.

Polipropilen se razreže za folijo v ojačani foliji iz cevi
.Po suśenju povrśine se na cevi potegne nalepka, pri ćemer se ugotovi razdalja, do katere jo je treba stisniti v okov (najbolj preprosto s tankim oznaćevalnikom ali ostro ostro s preprosto svinćnikom).

Opažamo globino varjenja
Poleg tega je tehnologija varjenja PP cevi naslednja:
- Odrežemo del cevi v mirovanje, vstavimo ga v obojko. To je treba storiti sočasno, v skrajnem primeru, preden se predpostavi, da je montaža velika, saj ima veliko debelino stene. Zamuda bi morala biti zelo majhna.

Daj gnezdo
- Elemente držimo v zahtevanem času.
- Odstranimo iz šob priključek in potisnemo cevni nastavek do oznake. Povezava je izključno linearna, elementov ni mogoče obračati glede na vodoravno os (ne zavrtite, čeprav je zelo zaželeno). Horizontal lahko poravnate takoj po povezavi, če je ugotovljeno neskladje.

Določamo, da je bilo varjenje polipropilenskih cevi zanesljivo
. - Pri povezovanju morate vložiti veliko truda. Enak napor traja nekaj sekund (tabele v stolpcu "čas varjenja").
- Po izteku določenega časa se tlak ustavi in povezave ne smejo motiti več minut (v tabeli stolpec "čas hlajenja"). Potem lahko predpostavimo, da je elektromagnetna polipropilenska cev končana. Lahko nadaljujete do naslednjega šiva.
En komentar: Na koncu varjenja preglejte konice spajkalnika. Če so ostanki materiala, jih odstranimo z mehko, belo krpo, ki ne pušča vlaken. Ne morete pustiti plastike na spajkalnik - naslednji kos je adherent, da bo težko odganjati. Šob z brusilnimi sredstvi ni mogoče očistiti - premazi, ki jih imajo Teflon, se enostavno opraskajo. In tudi mikroskopske praske bo pripeljalo do dejstva, da je fragment na spajkalniku (železo) obarvan.
Mimogrede, bolje delajte z navojnimi rokavicami - manj opeklin bo.
Pred zagonom sistema morate preveriti. Naredite to s pomočjo nastavitve. Kaj je to in kako to narediti, preberite tukaj.
Distribucija polipropilenskih cevi
Polipropilenske cevi se uporabljajo za pritrditev glavic hladne ali tople vode, ogrevanje. Izbira premera v vsakem primeru posameznika - je odvisna od prostornine tekočine, ki jo je treba črpati v enoto časa, zahtevane hitrosti njenega gibanja (formula na fotografiji).
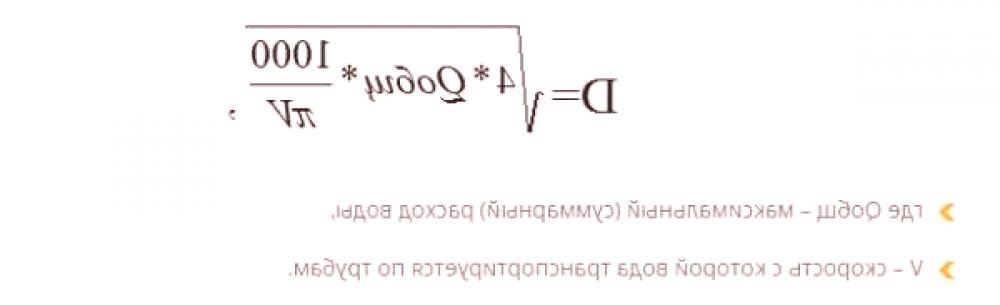
Formula za izračun premera polipropilena
Izračun premera cevi za ogrevalne sisteme je posebna tema (potrebno je določiti premer za vsako vejo), lažje pa je za cevi za vodo. V stanovanjih in hišah za te namene se uporabljajo cevi s premerom od 16 mm do 30 mm, pri čemer so kolesa sama 20 mm in 25 mm
.Po določitvi premera se upošteva skupna dolžina cevovoda, odvisno od njegove zgradbe, ki se kupijo. Z dolžino cevi je vse relativno preprosto - izmerite dolžino,dodajte približno 20% napake in možne poroke pri delu.Da bi ugotovili, katera oprema je potrebna, potrebujemo cevovodno shemo.Narišite ga tako, da označite vse osnutke in naprave, s katerimi se želite povezati.

Primer vzreje polipropilenskih cevi v kopalnici
Za povezavo z več napravami morate preklopiti na kovino.Obstajajo tudi polipropilenski pribor.Imajo enostransko medeninasto rezanje, na drugi strani pa redno montažo za spajkanje.Takoj opazujte premer cevi priključne naprave in vrsto navoja, ki mora biti na priključku (notranji ali zunanji).Da se ne bi zmotili, je bolje, da posnamete vse v tokokrogu - preko odtoka, kjer bo nameščen ta priključek.
Nadalje je na shemi število "T" in "G" takih spojin.Za njih so kupljeni tees in vogali.Še vedno so križi, vendar se le redko uporabljajo.Vogali, mimogrede, niso le 90 °.Obstaja 45 °, 120 °.Ne pozabite na spojke - to so priključki za povezavo dveh cevi.Ne pozabite, da so polipropilenske cevi absolutno ne elastične in se ne upogibajo, zato je vsak zavoj narejen s priključki.
Pri nakupu materiala se s prodajalcem dogovori o možnosti zamenjave ali vračila dela opreme.Težave ponavadi ne nastanejo, saj tudi strokovnjaki ne morejo vedno takoj natančno določiti zahtevanega asortimana.Poleg tega je med postopkom namestitve včasih treba spremeniti strukturo cevovoda in s tem spremembo sklopa okovij.

Kompenzator za dovod tople vode in ogrevanje zpolipropilenske cevi
Polipropilen ima precej velik koeficient temperaturne ekspanzije. Če nameščate polipropilensko vročo vodo ali ogrevalni sistem, morate narediti kompenzator, ki bo olajšal podaljšanje ali skrajšanje cevovoda. To je lahko tovarniško kompenzator zanka ali sklop fitingov in cevnih kosov, zbranih po shemi (na sliki zgoraj).
Metode zlaganja
Obstajata dve metodi pritrjevanja polipropilenskih cevi - odprte (na steno) in zaprte - v palice v steni ali vijaku. Na steni ali v traku so na nosilce sponk pritrjene cevi iz polipropilena. So enojne - za polaganje ene cevi so dvojne - ko gredo dve veji vzporedno. Pritrjena na razdalji 50-70 cm. Cev v sponki se preprosto vstavi in zadrži zaradi moči elastičnosti.

Pritrjevanje polipropilenskih cevi na stene
Pri polaganju v vijak, če je toplo, so cevi pritrjene na ojačevalno mrežo, ni potrebno dodatno pritrjevanje. Če je na radiatorju obloga, se lahko cevi pritrdijo. So toge, ne spreminjajo svojega položaja, tudi pri polnjenju s hladilno tekočino.

Možnost skritega in zunanjega ožičenja v enem cevovodu (za ožičenje v kopalnici, ki je odprto - manj dela)
Nianse spajkanja
Postopek varjenja polipropilenskih cevi, kot ste videli, ne pušča nobenih posebnih del, vendar je veliko razlik. Na primer, ni jasno, kako se pri spajanju cevi površine prilagajajo tako, da so cevi enakomernezahtevano dolžino.
Druga točka varjenja polipropilenskih cevi je spajkanje na težko dostopnih mestih.Ni vedno mogoče položiti spajkalnika na obeh straneh cevi in priključka.Na primer, spajkanje v kotu.Spajkalnik mora biti potisnjen v vogal, na eni strani šoba stoji neposredno v steni, pritrditev na njo pa ne bo potegnila.V tem primeru postavite drugi set šob istega premera in na toplo vgradnjo.
Kako preklopiti žerjav v kratkem prostoru.
Preklop s polipropilena na železno cev.







